Lisez les actualités publiées par STV Valve Company et obtenez des informations plus complètes sur la société, les dernières vannes et les progrès de l'industrie des vannes.
Il existe de nombreux types de vannes pour différentes applications, alors comment savoir laquelle est la meilleure à utiliser pour votre application ? Regardons les vannes à soupape et les vannes à bille. La principale différence entre ces deux types réside dans la façon dont ils se ferment. Un robinet à soupape utilise un bouchon (tige) qui se ferme contre le débit, et un robinet à tournant sphérique a une porte (bille) qui se ferme à travers le débit. Les vannes à bille sont idéales pour réguler le débit, tandis que les vannes à bille sont meilleures pour le contrôle marche/arrêt sans chute de pression.
Pendant des décennies, les vannes à soupape ont été considérées comme la norme industrielle en matière de vannes de régulation. Ils sont conçus avec une tige qui monte et descend à l’intérieur de la vanne pour contrôler le débit. Ils sont couramment utilisés sur les serpentins à eau chaude et froide, et des modèles plus grands sont souvent utilisés pour contrôler le débit vers les refroidisseurs. L'une des principales limites des vannes à soupape est que leur degré de fermeture peut être inférieur à celui des autres vannes, en particulier dans les plus grandes tailles.
Vannes à bille sont conçus avec une bille à l’intérieur de la valve. La bille a un trou au milieu de sorte que lorsque le trou est aligné avec les deux extrémités de la vanne, un écoulement se produit. Lorsque la vanne est fermée en tournant la bille de 90 degrés, le trou est perpendiculaire aux extrémités de la vanne et le débit est donc bloqué. Les robinets à tournant sphérique sont très durables et offrent généralement une excellente fermeture même après des années d'utilisation. Ils sont généralement préférés aux vannes à soupape dans les applications d'arrêt. La principale limitation des vannes à bille est le contrôle proportionnel en raison du débit important permis par la bille.
quelle est la différence entre un robinet à tournant sphérique et un robinet à soupape
La principale différence entre un globe et un robinet à tournant sphérique est qu'un robinet à tournant sphérique est conçu principalement pour les opérations d'arrêt, alors qu'un robinet à soupape est conçu principalement pour étrangler les fluides. Ces deux vannes sont des standards industriels respectivement pour l'arrêt (robinet à bille) et pour la régulation (robinet à soupape) applications.
Un robinet à tournant sphérique ne convient pas aux opérations d'arrêt, en raison de la chute de pression qu'il crée dans le système de tuyauterie (un problème qui n'existe pas pour les robinets à tournant sphérique à passage intégral).
Les robinets à tournant sphérique ont une longue durée de vie même en cas d'opérations tout ou rien continues ; les robinets à soupape se détérioreraient facilement sous ce type de service.
Quelle est la dimension face à face d'un robinet à bille, à globe ou à vanne à bride ? Le ASME B16.10 Le tableau répond à cette question, car il normalise la distance entre l'entrée et la sortie des vannes à brides les plus courantes. Le but de cette spécification ASME est d'assurer l'interchangeabilité des vannes produites par différents fabricants.
Remarques:
(1) Vérification du globe et du levage horizontal uniquement. La dimension face à face et de bout en bout des clapets anti-retour à battant à brides en acier de classe 150 en NPS 5 est de 330 et en NPS 6 est de 356.
(2) Vérification du globe et du levage horizontal uniquement. La dimension face à face et de bout en bout des clapets anti-retour à battant à brides en acier de classe 150 en NPS 16 est de 864.
(3) Contrôle du swing uniquement.
Notes générales:
Les dimensions sont en millimètres sauf indication contraire.
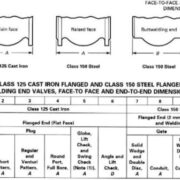
The face-to-face dimension for flanged Valves is the distance between the extreme ends which are the gasket contact surfaces.
Les dimensions de bout en bout s'appliquent aux vannes à brides où les surfaces de contact du joint ne sont pas situées aux extrémités de la vanne. La distance entre les extrémités extrêmes est décrite comme la dimension de bout en bout et s'applique aux vannes à bride telles que : joint annulaire, grande ou petite femelle et grande ou petite rainure.
ASME B16.10 is an essential industry standard for face-to-face and end-to-end dimensions of valves serving across various industrial applications. This standard ensures that valves are manufactured to meet precise dimensional requirements, enabling compatibility and interchangeability in piping systems. In this article, we review key elements of ASME B16.10 including face-to-face and end-to-end dimensions, tolerances, material considerations, and the benefits of adhering to this standard.
What is ASME 16.10?
ASME B16.10, developed by the American Society of Mechanical Engineers, is an industry standard that focuses on standardizing valve dimensions. Specifically, this standard covers the face-to-face and end-to-end dimensions of straightway valves, as well as the center-to-face and center-to-end dimensions of angle valves. By providing these crucial measurements, this standard ensures consistency and interchangeability across valve manufacturers, therefore greatly simplifying the process of valve selection and installation for engineers and technicians.
Purpose and Scope of ASME B16.10
The primary objective of ASME B16.10 is to guarantee installation interchangeability for valves of a particular material, size, type, rating class, and end configuration. Moreover, this standardization is essential for maintaining consistency across various valve manufacturers and applications. By adhering to these standardized dimensions, valve manufacturers can ensure that their products will fit seamlessly into existing systems, regardless of the original equipment manufacturer.
Key Elements of ASME B16.10
ASME B16.10 covers a range of critical aspects that influence the effectiveness and compatibility of valves in industrial settings. The following sections highlight some of these key elements.
Face-to-Face and End-to-End Dimensions
Face-to-face dimension for straightway valves refers to the distance between the sealing surfaces of the valve’s inlet and outlet flanges. For certain valves like butterfly valves, face-to-face dimension may include allowances for gasket or resilient-facing compression. According to this standard, face-to-face dimension applies to valves having the following nominal flange facing identifiers:
Flat
1.5 mm (0.06 in.) raised
6.4 mm (0.25 in.) raised
Large or small male
Large or small tongue
End-to-end dimension describes the distance between the ends of flanged valves where gasket contact surfaces are not located at the extreme. For example: those with welded or threaded ends. It serves for valves having the following nominal flange facing identifiers:
Ring joint
Large or small female
Large or small groove
The figure below highlights examples of these dimensions for Class 125 Cast Iron and Class 150 Steel.
The following table is a snippet of face-to-face and end-to-end dimension specifications of ASME B16.10.
Nominal Valve Size, DN (NPS)
Flanged End (Flat Face)
Flanged End [1.5 mm (0.06 in.) Raised Face] and Welding End
Globe, Lift Check and Swing Check Type B, AWWA C508,UN
Gate
Plug
Solid Wedge and Double DiscUN
ConduitUN
Solid Wedge, Double Disc, and Conduit,B
Short Pattern,UN
50 (2)
203 (8.00)
178 (7.00)
178 (7.00)
216 (8.50)
178 (7.00)
65 (2 ½)
216 (8.50)
190 (7.50)
190 (7.50)
241 (9.50)
190 (7.50)
80 (3)
241 (9.50)
203 (8.00)
203 (8.00)
282 (11.12)
203 (8.00)
100 (4)
292 (11.50)
229 (9.00)
229 (9.00)
305 (12.00)
229 (9.00)
125 (5)
330 (13.00)
254 (10.00)
–
381 (15.00)
254 (10.00)
150 (6)
356 (14.0)
267 (10.50)
267 (10.50)
403 (15.88)
267 (10.50)
Center-to-Face and Center-to-End Dimensions
Center-to-face dimensions apply to angle valves because they have a different configuration in comparison to straightway valves. Similarly, center-to-end dimensions are for angle valves with welded or threaded ends as the following figure shows.
The following table is a snippet of center-to-face and center-to-end dimension specifications from ASME B16.10.
Nominal Valve Size, DN (NPS)
Flanged End [1.5 mm (0.06 in.) Raised Face] and Welding End, Angle and Lift Check, D and E
50 (2)
102 (4.00)
65 (2 ½)
108 (4.25)
80 (3)
121 (4.75)
100 (4)
146 (5.75)
125 (5)
178 (7.00)
150 (6)
203 (8.00)
Tolerances
ASME B16.10 outlines allowable tolerances for both straightway and angle valves. For straightway valves, it specifies an allowable tolerance of ±1.5 mm for smaller valve sizes (NPS 10 or below), whereas larger valves (NPS 12 and above) have a tolerance of ±3.0 mm. Meanwhile, the specifications for angle valves are half of those for straightway valves of the same size. This means small angle valves, NPS 10 or below, have a tolerance of ±0.75 mm, with larger sizes having a tolerance of ±1.5 mm. These tolerances offer flexibility in valve manufacturing while maintaining quality and precision. This ensures valves can still perform optimally even with slight dimensional variations.
Material Considerations
While ASME B16.10 primarily focuses on dimensional standards, it also references material considerations to ensure compatibility with the intended application. The following sections highlight material types covered in this standard.
Cast Iron Valves
This includes only flanged end valves of the following types:
Gate, plug, and check valves of Class 125 and 250
Globe and angle valves of Classes 125 and 250
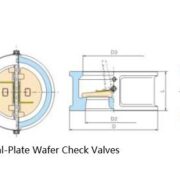
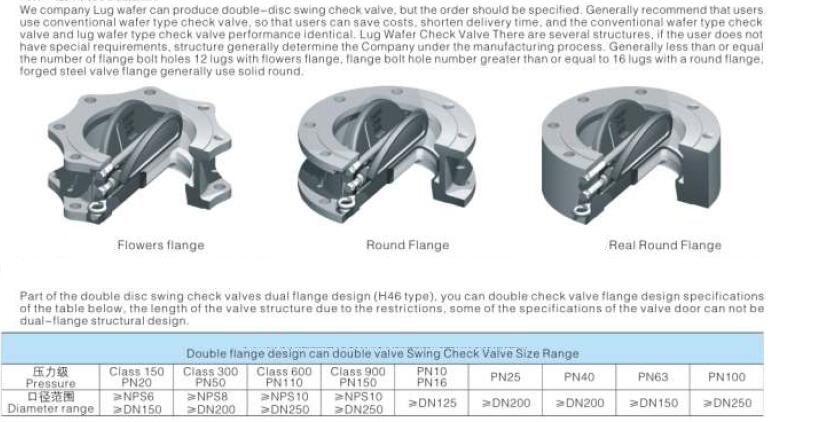
Wafer swing check valves of Classes 125 and 250
Butterfly valves of Class 25 and Class 125
Ductile Iron Valves
For ductile iron valves, the standard also specifies only flanged end valves of Class 150 and Class 300.
Steel and Alloy Valves
This category includes carbon, alloy, stainless steels, and also the nonferrous materials listed in ASME B16.34. It includes flanged, buttwelding, and grooved ends as well as the types of valves intended for assembly between flanges. The types of valves in this category are as follows:
Gate, globe, angle, check, plug, and also ball valves ranging from Class 150 to Class 2500
Y-pattern globe and Y-pattern swing check valves of Class 150
Wafer knife gate valves of Class 150 and Class 300
Wafer swing check valves from Class 150 to Class 2500
Adhering to ASME B16.10 offers numerous benefits for manufacturers, engineers, and end-users, as the following sections highlight.
Enhanced Compatibility
Having standard dimensions ensures that valves from different manufacturers are interchangeable. Hence, simplifying the procurement process and reducing downtime during maintenance or replacement. This compatibility is crucial for industries that rely on consistent and reliable valve performance.
Improved Safety and Reliability
By following ASME B16.10, manufacturers can produce valves that meet rigorous safety and reliability standards. Therefore, ensuring effective valve performance under specified operating conditions while reducing the risk of failures and accidents in industrial settings.
Cost Savings
Using standard dimensions reduces the need for custom fittings and modifications during installation, leading to significant cost savings. In addition, the ease of replacing standardized valves minimizes downtime and maintenance costs, contributing to overall operational efficiency.
ASME B16.10 Valves from STV
At STV, we ensure that our valve offerings comply with critical industry standards, including the ASME B16.10, where applicable. Our commitment to quality and precision guarantees that our valves meet stringent dimensional and performance criteria essential for seamless integration into industrial systems. Furthermore, our team members are committed to working with you to assess your project requirements and select the most suitable valves. By choosing QRC Valves, you can be confident you are acquiring high-quality, reliable valves that meet your operational and compliance requirements.
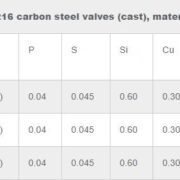
Découvrez les principales spécifications des matériaux ASTM pour les vannes. Un corps de vanne moulé est fabriqué en versant des métaux liquides dans des moules et est courant pour les vannes de plus de 2 pouces de diamètre. Un corps de vanne forgé est produit par forgeage et usinage d'acier massif. Les principales spécifications pour les matériaux du corps des vannes en acier moulé sont ASTM A216 (WCA, WCB, WCC), ASTM A352 LCB/LCC (basse température) et ASTM A351 CF8/CF8M. ASTM A105, A350 et A182 couvrent les matériaux du corps pour les vannes forgées de petite taille (ou haute pression).
Tout d'abord, clarifions la différence entre une vanne moulée et une vanne forgée, même si cela peut paraître évident : les vannes coulées comportent un corps, les vannes forgées ont un corps. C'est ça! La différence concerne la technique de construction du matériau du corps de vanne, c'est-à-dire le forgeage ou le moulage de l'acier.
Passons maintenant en revue les principaux matériaux moulés du corps de vanne.
ASTM A216 WCA, WCB, WCC (ACIER AU CARBONE HAUTE TEMP.)
Le Spécification ASTM A216 couvre 3 qualités d'acier au carbone (WCA, WCB, et COE), qui présentent de légères différences en termes de propriétés chimiques et mécaniques. Ces nuances pour corps de vannes moulés correspondent aux tuyaux en acier au carbone des nuances A53, A106, API 5L.
Les pièces moulées en acier ASTM A216 doivent être traitées thermiquement et peuvent être fabriquées dans des conditions recuites, normalisées ou normalisées et trempées. La surface des pièces moulées en acier doit être exempte d'éléments adhérents tels que sable, fissures, déchirures chaudes et autres défauts.
Vannes en acier au carbone ASTM A216 (moulée), tableau des matériaux
QUALITÉ ASTM A216
C
Mn
P.
S
Si
Cu
Ni
Cr
Mo
V
WCA UNS J02502
0.25(1)
0.70(1)
0.04
0.045
0.60
0.30
0.50
0.50
0.20
1.00
WCB UNS J03002
0.30(2)
1.00(2)
0.04
0.045
0.60
0.30
0.50
0.50
0.20
1.00
COE UNS J02503
0.25(3)
1.20(3)
0.04
0.045
0.60
0.30
0.50
0.50
0.20
1.00
Remarques:
Pour chaque réduction de 0,01% en dessous de la teneur maximale en carbone spécifiée, une augmentation de 0,04% de manganèse au-dessus du maximum spécifié est autorisée jusqu'à un maximum de 1,10%.
Pour chaque réduction de 0,01% en dessous de la teneur maximale en carbone spécifiée, une augmentation de 0,04% Mn au-dessus du maximum spécifié est autorisée jusqu'à un maximum de 1,28%.
Pour chaque réduction de 0,01% en dessous de la teneur maximale en carbone spécifiée, une augmentation de 0,04% de manganèse au-dessus du maximum spécifié est autorisée jusqu'à un maximum de 1,40%.
ASTM A352 LCB/LCC (ACIER AU CARBONE BASSE TEMP.)
L'ASTM A352 la spécification couvre plusieurs qualités d'acier au carbone à basse température (appelées LCA, LCB, LCC, LC1, LC2, LC3, LC4, LC9, CA6NM) pour les vannes, brides, raccords et autres pièces sous pression en acier moulé.
Composition chimique des vannes en fonte A352 Gr. LCA/LCB/LCC (tableau des matériaux des vannes) :
GRADE
C
Si
Mn
Cr
Mo
Ni
Cu
Nb
V
ASTM A352 LC3
0.15
0.6
0.65
3.5
ACV ASTM A352
0.25
0.6
0.7
0.5
0.2
0.5
0.3
0.03
ASTM A352 LCB
0.3
0.6
1
0.5
0.2
0.5
0.3
0.03
ASTM A352 LCC
0.25
0.6
1.2
0.5
0.2
0.5
0.03
ASTM A351 CF8/CF8M (ACIER INOXYDABLE)
Le ASTMA351 la spécification couvre les pièces moulées en acier austénitique pour les vannes, les brides, les raccords et autres pièces sous pression.
Les qualités les plus courantes sont ASTM A351 CF3, CF8 (SS304) et CF8M (SS316).
L'acier doit être fabriqué par le procédé du four électrique avec ou sans affinage séparé tel que la décarburation argon-oxygène.
Toute pièce moulée ASTM A351 doit recevoir un traitement thermique suivi d'une trempe dans l'eau ou d'un refroidissement rapide. L'acier doit être conforme aux exigences chimiques et mécaniques fixées par le cahier des charges.
Vannes en acier inoxydable ASTM A351, composition chimique
QUALITÉ ASTM A351
UNS
C
Mn
Si
S
P.
Cr
Ni
Mo
Nb
V
N
Cu
CF3+CF3A
J9270
0.03
1.5
2
0.04
0.04
17.0-21.0
8.0-11.0
0.5
CF8+CF8A
J9260
0.08
1.5
2
0.04
0.04
18.0-21.0
8.0-11.0
0.5
CF3M+CF3MA
J9280
0.03
1.5
1.5
0.04
0.04
17.0-21.0
9.0-13.0
2.0-3.0
CF8M
J9290
0.08
1.5
1.5
0.04
0.04
18.0-21.0
9.0-12.0
2.0-3.0
CF3MN
J92804
0.03
1.5
1.5
0.04
0.04
17.0-21.0
9.0-13.0
2.0-3.0
0.10-.20
CF8C
J92710
0.08
1.5
2
0.04
0.04
18.0-21.0
9.0-12.0
0.5
-1
CF10
J92950
0.04-0.10
1.5
2
0.04
0.04
18.0-21.0
8.0-11.0
0.5
CF10M
J92901
0.04-0.10
1.5
1.5
0.04
0.04
18.0-21.0
9.0-12.0
2.0-3.0
CH8
J9340
0.08
1.5
1.5
0.04
0.04
22.0-26.0
12.-15.0
0.5
CH10
J93401
0.04-0.10
1.5
2
0.04
0.04
22.0-26.0
12.-15.0
0.5
CH20
J93402
0.04-0.20
1.5
2
0.04
0.04
22.0-26.0
12.0-15.0
0.5
CK20
J94202
0.04-0.20
1.5
1.75
0.04
0.04
23.0-27.0
19.0-22.0
0.5
30 HK
J94203
0.25-0.35
1.5
1.75
0.04
0.04
23.0-27.0
19.0-22.0
0.5
40 HK
J94204
0.35-0.45
1.5
1.75
0.04
0.04
23.0-27.0
19.0-22.0
0.5
HT30
N08030
0.25-0.35
2
2.5
0.04
0.04
13.0-17.0
33.0-37.0
0.5
CF10MC
0.1
1.5
1.5
0.04
0.04
15.0-18.0
13.0-16.0
1.7-2.25
-2
CN7M
N0807
0.07
1.5
1.5
0.04
0.04
19.0-22.0
27.5-30.5
2.0-3.0
3.0-4.0
CN3MN
J94651
0.03
2
1
0.01
0.04
20.0-22.0
23.5-25.5
6.0-.0
0.18-.26
0.75
CE8MN
0.08
1
1.5
0.04
0.04
22.5-25.5
8.0-11.0
3.0-.5
0.10-.30
CG-6MMN
J93790
0.06
4.0-6.0
1
0.03
0.04
20.5-23.5
11.5-13.5
1.50-3.0
0.10-.30
0.10-.30
0.20-.4
Remarques:
Le grade CF8C doit avoir une teneur en niobium 8 fois supérieure à celle du carbone mais pas supérieure à 1,00%.
Le grade CF10MC doit avoir une teneur en niobium 10 fois supérieure à celle du carbone mais pas supérieure à 1.20%.
TABLEAU DES PROPRIÉTÉS MÉCANIQUES DES VANNES EN FONTE D'ACIER
Propriétés mécaniques minimales de l'acier
Module
Approximatif
QUALITÉ COULÉE ASTM
Résistance à la traction (psi)
Limite d'élasticité (psi-min)
Élongation (à 2 pouces)
Réduction de superficie (%)
ASTM A216 Catégorie WCB
70,000
36,000
22
35
27.9
137-1 87
ASTM A352 Catégorie LCB
65,000
35,000
24
35
27.9
137-1 87
ASTM A217 Catégorie C5
90,000
60,000
18
35
27.4
241 Max.
ASTM A217 Catégorie WC1
65,000
35,000
24
35
29.9
215 maximum.
ASTM A217 Catégorie WC6
70,000
40,000
20
35
29.9
215 maximum.
ASTM A217 Catégorie WC9
70,000
40,000
20
35
29.9
241 Max.
ASTM A352 Catégorie LC3
65,000
40,000
24
35
27.9
137
ASTM A217 Catégorie C12
90,000
60,000
18
35
27.4
180-240
ASTM A351 Catégorie CF-8
65,000
28,000
35
–
28
140
ASTM A351 Catégorie CF-8M
70,000
30,000
30
–
28.3
156-170
ASTM A126 Classe B
31,000
–
–
–
–
160-220
ASTM A126 Classe C
41,000
–
–
–
–
160-220
ASTM A395 Type 60-45-15
60,000
45,000
15
–
23-26
143-207
ASTM A439 Type D-2B
58,000
30,000
7
–
–
148-211
ASTMB62
30,000
14,000
20
17
13.5
55-65*
Alliage ASTM B143 1A
40,000
18,000
20
20
15
75-85*
Alliage ASTM B147 8A
65,000
25,000
20
20
15.4
98*
Alliage ASTM B148 9C
75,000
30,000
12 minutes.
12
17
150
(Qualité soudable)
65,000
32,500
25
–
23
120-170
ASTM A494 (Hastelloy B)
72,000
46,000
6
–
–
–
ASTM A494 (Hastelloy C)
72,000
46,000
4
–
–
–
Stellite n°6
121,000
64,000
01.fév
–
30.4
–
Alliage ASTM B211 20911-T3
44,000
36,000
15
–
10.2
95
ASTM B16 1/2 dur
45,000
15,000
7
50
14
–
Alliage ASTM B21 464
60,000
27,000
22
55
–
–
AISI 12L 14
79,000
71,000
16
52
–
163
ASTM A108 Catégorie 1018
69,000
48,000
38
62
–
143
(Convient au matériau de boulon ASTM A193 Grade B7)
135,000
115,000
22
63
29.9
255
ASTM A276 Type 302
85,000
35,000
60
70
28
150
ASTM A276 Type 304
85,000
35,000
60
70
–
149
ASTM A276 Type 316
80,000
30,000
60
70
28
149
ASTM A276 Type 316L
81,000
34,000
55
–
–
146
ASTM A276 Type 410
75,000
40,000
35
70
29
155
ASTM A461 Catégorie 630
135,000
105,000
16
50
29
275-345
Alliage K500 (K Monel)
100,000
70,000
35
–
26
175-260
ASTM B335 (Hastelloy B)
100,000
46,000
30
–
–
–
ASTM B336 (Hastelloy C)
100,000
46,000
20
–
–
–
SERVICE RECOMMANDÉ (MATÉRIAUX DE VANNE FONTÉE)
Le tableau présente les matériaux les plus courants pour les vannes en fonte et leur service recommandé :
GROUPE MATÉRIEL
QUALITÉ MATÉRIELLE
SERVICE RECOMMANDÉ
Acier au carbone haute température
ASTM A216 Catégorie WCB
Fluides non corrosifs comme l'eau, l'huile et les gaz à des températures comprises entre -20 °F (-30 °C) et +800 °F (+425 °C)
Acier au carbone basse température
ASTM A352 Catégorie LCB
Basse température jusqu'à -50°F (-46°C). Utilisation exclue au-dessus de +650°F (+340°C).
Acier au carbone basse température
ASTM A352 Catégorie LC1
Basse température jusqu'à -75°F (-59°C). Utilisation exclue au-dessus de +650°F (+340°C).
Acier au carbone basse température
ASTM A352 Catégorie LC2
Basse température jusqu'à -100°F (-73°C). Utilisation exclue au-dessus de +650°F (+340°C).
Acier nickelé 3.1/2%
ASTM A352 Catégorie LC3
Basse température jusqu'à -150°F (-101°C). Utilisation exclue au-dessus de +650°F (+340°C).
1.1/4% Chrome 1/2% Acier Molybdène
ASTM A217 Catégorie WC6
Fluides non corrosifs comme l'eau, l'huile et les gaz à des températures comprises entre -20 °F (-30 °C) et +1 100 °F (+593 °C).
2.1/4% Chromé
ASTM A217 Catégorie C9
Fluides non corrosifs comme l'eau, l'huile et les gaz à des températures comprises entre -20°F (-30°C) et +1 100°F (+593°C).
5% Chrome 1/2% Molybdène
ASTM A217 Catégorie C5
Applications légèrement corrosives ou érosives et applications non corrosives à des températures comprises entre -20°F (-30°C) et +1 200°F (+649°C).
9hrome 1% Molybdène
ASTM A217 Catégorie C12
Applications légèrement corrosives ou érosives et applications non corrosives à des températures comprises entre -20°F (-30°C) et +1 200°F (+649°C).
12% Acier Chromé
ASTM A487 Catégorie CA6NM
Application corrosive à des températures comprises entre -20°F (-30°C) et +900°F (+482°C).
12% Chromé
ASTM A217 Catégorie CA15
Application corrosive à des températures allant jusqu'à +1300°F (+704°C)
Acier inoxydable 316
ASTM A351 Catégorie CF8M
Services corrosifs ou non corrosifs à température extrêmement basse ou haute entre -450°F (-268°C) et +1 200°F (+649°C). Au-dessus de +800°F (+425°C), spécifiez une teneur en carbone de 0,04% ou plus.
Acier inoxydable 347
ASTM 351, qualité CF8C
Principalement pour les applications corrosives à haute température entre -450°F (-268°C) et +1200°F (+649°C). Au-dessus de +1 000°F (+540°C), spécifiez une teneur en carbone de 0,04% ou plus.
Acier inoxydable 304
ASTM A351 Catégorie CF8
Services non corrosifs corrosifs ou à températures extrêmement élevées entre -450°F (-268°C) et +1200°F (+649°C). Au-dessus de +800°F (+425°C), spécifiez une teneur en carbone de 0,04% ou plus.
Acier inoxydable 304L
ASTM A351 Catégorie CF3
Services corrosifs ou non corrosifs jusqu'à +800F (+425°C).
Acier inoxydable 316L
ASTM A351 Catégorie CF3M
Services corrosifs ou non corrosifs jusqu'à +800F (+425°C).
Alliage-20
ASTM A351 Qualité CN7M
Bonne résistance à l'acide sulfurique chaud jusqu'à +800F (+425°C).
Monel
ASTM 743 Catégorie M3-35-1
Qualité soudable. Bonne résistance à la corrosion par tous les acides organiques courants et l’eau salée. Également très résistant à la plupart des solutions alcalines jusqu'à +750°F (+400°C).
Hastelloy B
ASTM A743 Catégorie N-12M
Bien adapté à la manipulation de l’acide fluorhydrique à toutes les concentrations et températures. Bonne résistance aux acides sulfurique et phosphorique jusqu'à +1200°F (+649°C).
Hastelloy C
ASTM A743 Catégorie CW-12M
Bonne résistance aux conditions d’oxydation du travée. Bonnes propriétés à haute température. Bonne résistance aux acides sulfurique et phosphorique jusqu'à +1200°F (+649°C).
Inconel
ASTM A743 Catégorie CY-40
Très bon pour le service à haute température. Bonne résistance aux milieux corrosifs pailletés et à l'atmosphère jusqu'à +800°F (+425°C).
Bronze
ASTMB62
Eau, pétrole ou gaz : jusqu'à 400°F. Excellent pour le service de saumure et d’eau de mer.
Nous vous recommandons d'acheter la spécification ASTM A216 auprès du Site Web de l'ASTM ou la magasin IHS pour avoir une compréhension complète de ce sujet.
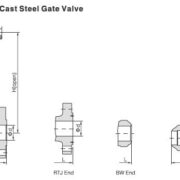
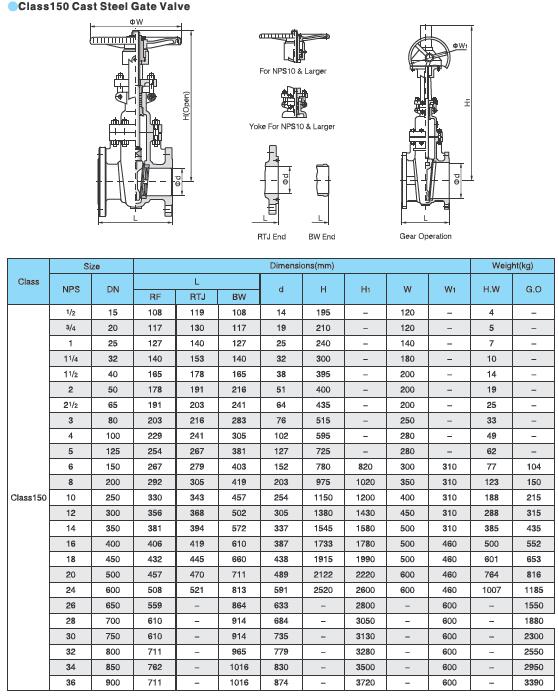
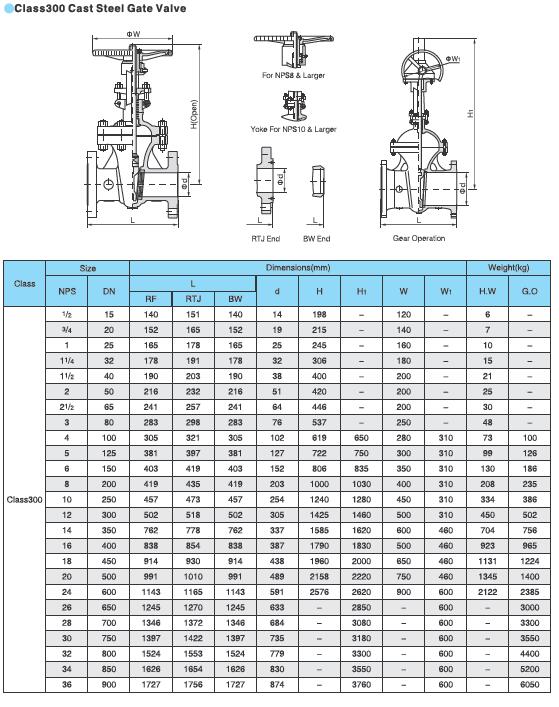
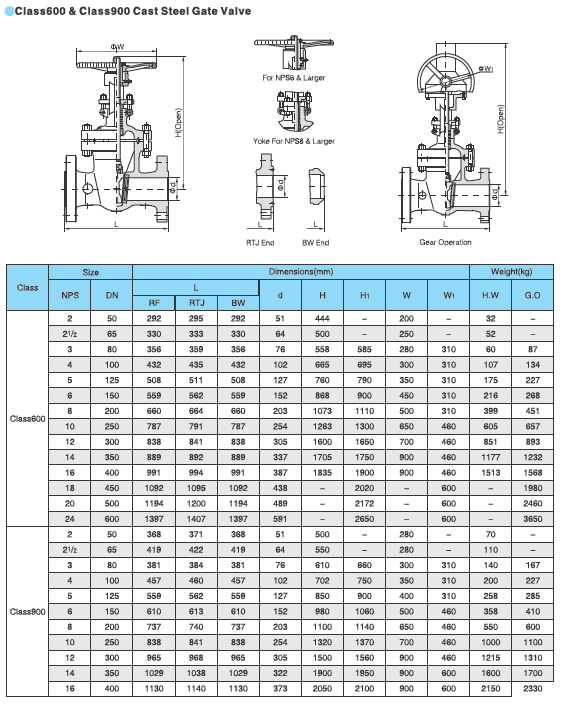
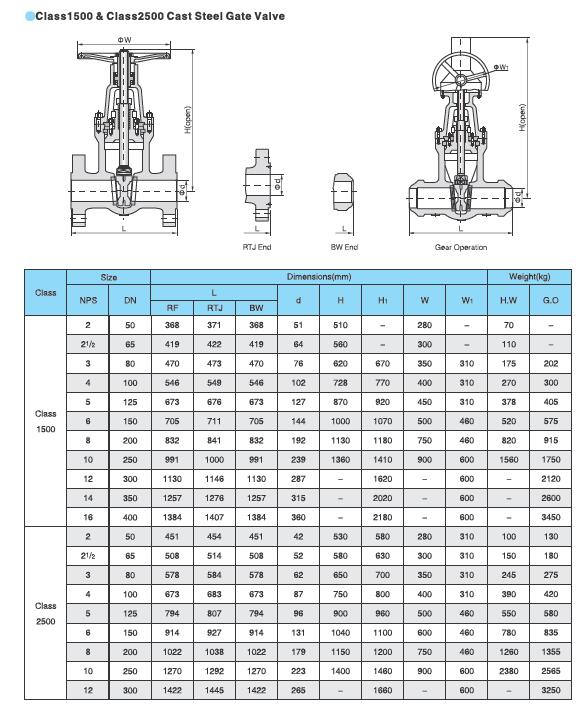
Les tableaux indiquent les dimensions et les poids de Vannes à vanne API 600 (chapeau boulonné / tige montante)
CLASSE 150LB-2500LB
Dimensions en pouces (millimètres)
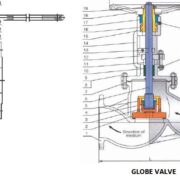
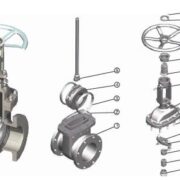
Schéma du robinet-vanne montrant les éléments clés d'un robinet-vanne pour la tuyauterie
TYPES DE COINS
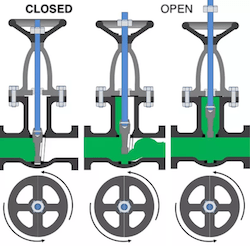
L'image ci-dessous montre comment la cale du robinet-vanne ouvre et ferme le flux de fluide par application d'un mouvement vertical (qui peut être manuel ou actionné par un actionneur).
La cale est positionnée entre deux sièges parallèles (ou obliques) perpendiculaires au flux. Le fluide s'écoule horizontalement à travers les vannes et n'est pas soumis à des chutes de pression. Les cales peuvent être de différents types :
"coin plein» (dans ce cas, la cale est fabriquée avec une solide pièce d'acier)
"coin flexible» (dans ce cas, le disque présente des découpes autour de son périmètre pour améliorer la capacité de la vanne à corriger les changements d'angle entre les sièges)
"coin fendu» (disque de construction en deux pièces, pour assurer l'auto-alignement de la cale sur les sièges)
"cale à coulissement parallèle"
TYPES DE TIGES
Un robinet-vanne peut avoir une tige montante (dans ce cas, la tige s'élève au-dessus du volant si la vanne est ouverte) ou une tige non montante (la tige ne bouge pas au-dessus de la vanne lorsqu'elle est ouverte).
SCHÉMA DES VANNES
Le schéma du robinet-vanne montre le dessin d'assemblage standard d'un robinet-vanne. De nombreuses variantes de conception sont possibles, en fonction de la configuration des pièces du robinet-vanne :
construction du matériau du corps : forgé ou moulé
conception et raccordement du chapeau : peut être standard ou à joint sous pression (vannes à vanne haute pression), chapeau boulonné/soudé, etc.
connexion aux extrémités : les robinets-vannes sont disponibles avec conceptions d'extrémités de vannes multiples (emboîture à souder et filetée pour robinets-vannes forgés et soudure bout à bout pour robinets-vannes à corps moulé)
type de cale (solide/flexible/fendu/glissière parallèle) : voir les détails ci-dessous dans cet article
type de tige (montante/non montante) : voir détails ci-dessous
norme de fabrication : les vannes API et EN ont des conceptions légèrement différentes
type de fonctionnement de la vanne : actionnement manuel, à engrenages ou pneumatique/hydraulique/électrique
etc.
OS&Y VS. CONCEPTION IS&Y
Il est très fréquent de voir le terme « OS&Y » associé aux vannes. Ce terme signifie que lorsque la poignée d'un robinet-vanne est tournée pour ouvrir ou fermer la vanne, elle soulève et abaisse directement le disque en interagissant avec la tige de la vanne.
Dans une « vanne à vanne OS&Y », la tige de la vanne elle-même monte et descend à l'extérieur du corps de la vanne de manière très visible, tandis que la poignée reste dans une position fixe.
Lorsque la tige se soulève, le disque à l'intérieur du corps de la vanne s'élève du siège laissant passer le fluide à travers la vanne (vanne en position ouverte). Par conséquent, avec un robinet-vanne OS&Y, la position réelle d'une vanne (fermée ou ouverte) est toujours évidente pour les opérateurs.
À l’inverse, la position de la vanne n’est pas immédiatement visible pour les « vannes à vanne IS&Y » (à l’intérieur de la vis et de l’arcade), car la tige de la vanne ne monte ni ne s’abaisse à l’extérieur de la vanne lorsque la poignée est tournée.
Le choix du matériau du robinet-vanne dépend principalement du fluide et de l'environnement de travail. Selon les différents supports et environnements, le choix des matériaux est également différent. D'une manière générale, la sélection des matériaux de la vanne est divisée en trois aspects : la surface d'étanchéité du disque de vanne, dans laquelle le corps de vanne est généralement en fonte d'acier au carbone (fonte ductile grise) en acier inoxydable (304 316) et la plaque de vanne est en acier au carbone en acier inoxydable (304 316) biphasé acier (2507 316) Généralement, la surface d'étanchéité du revêtement en nylon fluoré présente : NBR EPDM PDEF ppl. Les clients peuvent choisir le matériel correspondant en fonction de leurs besoins réels. Veuillez contacter notre personnel commercial et nous nous réjouissons de coopérer avec vous.
CORPS
Le corps de Vannesen dessous de 2 pouces est généralement constitué de fer forgé (Les qualités de matériaux de carrosserie les plus courantes sont ASTM A105 pour un service à haute température, ASTM A350 pour un service à basse température et ASTM A182 F304/F316 pour un service corrosif).
Les corps des vannes à alésage au-dessus de 2 pouces sont, à la place, fabriqués en acier moulé (les principales nuances de fonte sont ASTM A216 WCB pour un service à haute température, ASTM A351 pour des conditions de basse température et ASTM A351 CF8 et CF8M – c'est-à-dire des vannes à vanne en acier inoxydable 304 et 316).
GARNITURE
Les parties amovibles et remplaçables de la vanne sont collectivement définies comme des « garnitures » (pour un robinet-vanne : siège, disque, siège arrière et tige). La spécification API 600 prévoit un certain nombre de combinaisons de finitions standard, comme illustré ci-dessous.
API GARNITURE #
MATÉRIEL DE BASE
MATÉRIEL POUR SIÈGE
MATÉRIEL POUR DISQUE
PLACE ARRIÈRE MATÉRIEL
MATÉRIEL POUR TIGE
1
410
410
410
410
410
2
304
304
304
304
304
3
F310
310
310
310
310
4
Difficile 410
Difficile 410
410
410
410
5
Rechargé
Stellite
Stellite
410
410
5A
Rechargé
Ni-Cr
Ni-Cr
410
410
6
410 et Cu-Ni
Cu-Ni
Cu-Ni
410
410
7
410 et dur 410
Difficile 410
Difficile 410
410
410
8
410 et rechargé
Stellite
410
410
410
8A
410 et rechargé
Ni-Cr
410
410
410
9
Monel
Monel
Monel
Monel
Monel
10
316
316
316
316
316
11
Monel
Stellite
Monel
Monel
Monel
12
316 et rechargé
Stellite
316
316
316
13
Alliage 20
Alliage 20
Alliage 20
Alliage 20
Alliage 20
14
Alliage 20 et rechargement dur
Stellite
Alliage 20
Alliage 20
Alliage 20
15
304 et rechargé
Stellite
Stellite
304
304
16
316 et rechargé
Stellite
Stellite
316
316
17
347 et rechargé
Stellite
Stellite
347
347
18
Alliage 20 et rechargement dur
Stellite
Stellite
Alliage 20
Alliage 20
SÉLECTION DES MATÉRIAUX
GARNITURE
SERVICE RECOMMANDÉ
13% Cr, acier inoxydable de type 410
Pour huile et vapeurs d'huile et services généraux avec sièges et cales traités thermiquement.
13% Cr, type 410 plus rechargement dur
Garniture universelle pour service général nécessitant une longue durée de vie jusqu'à 1 100 °F (593 °C).*
Type 316 en acier inoxydable
Pour les liquides et les gaz corrosifs pour l'acier inoxydable 410, jusqu'à 1 000 °F (537 °C).*
Monel
Pour service corrosif jusqu'à 842°F (450°C) tel que les acides, les alcalis, les solutions salines, etc.
Alliage 20
Pour service corrosif tel que les acides chauds de -49 °F à 608 °F (-45 °C à 320 °C).
NACE
Garniture 316 ou 410 spécialement traitée combinée en option avec des boulons B7M et Écrous 2HM pour répondre aux exigences NACE MR-01-75.
Stellite complet
Garniture entièrement dure, adaptée aux services abrasifs et sévères jusqu'à 1200°F (650°C).
Qu'est-ce qu'un robinet à tournant sphérique? C'est une question que les nouveaux clients nous posent souvent au sein de l'équipe commerciale, alors examinons-la pour répondre à la question et expliquer qu'est-ce qu'un robinet à tournant sphérique.
Un robinet à bille est décrit comme un dispositif mécanique qui dirige, guide et module le débit de différents types de liquides au moyen d'une ouverture d'une bille qui a une ouverture au milieu. L'ouverture est appelée le port. En tournant la poignée du robinet à tournant sphérique, celui-ci ouvre/ferme manuellement le port qui contrôle la pression du débit du liquide. La durabilité et l'arrêt/arrêt « parfait » sont ce qui rend le robinet à tournant sphérique avantageux par rapport aux autres types de vannes.
Les valves font partie de notre vie quotidienne et peuvent passer inaperçues. Par exemple, il y a des vannes de plomberie qui se trouvent au niveau de nos éviers, dans nos robinets. Il y a vannes à l'intérieur de nos machines à laver, lave-vaisselle, foyers à gaz, robinets d'eau extérieurs, réfrigérateurs et plus encore. Différents types d'industries utilisent des vannes pour leurs productions. Ces industries comprennent l’électronique, l’énergie, l’automobile, l’imprimerie, les plastiques, les textiles, les métaux, le médical, la chimie et l’alimentation, pour n’en nommer que quelques-unes. Les industries qui utilisent des robinets à tournant sphérique ont généralement besoin de supporter des pressions élevées et des températures supérieures à 480 degrés.Vannes à bille sont simplistes à utiliser et les réparations sont effectuées facilement sans être retirées de leur pipeline.
Fabriqués en acier, laiton, fer, bronze ou PVC, les robinets à tournant sphérique peuvent avoir des tailles allant de 0,2 à 11,81 pouces. Les systèmes de contrôle plus complexes utilisant des vannes devant réguler le débit dans un tuyau nécessiteront un actionneur. L'actionneur contrôle la vanne pneumatiquement ou est actionné par moteur et la maintient positionnée de manière appropriée afin que le débit du liquide soit précis en fonction des pressions et des niveaux de débit changeants.
Les types de base de robinets à tournant sphérique comprennent Port complet, Port réduit, Port V, Multiport, Port standard et Vanne à bille de remplissage de cavité. Il existe des vannes à bille à 3 et 4 voies. En fonction de l'application, le type de robinet à tournant sphérique utilisé sera déterminé. Les spécifications à prendre en compte pour déterminer le robinet à tournant sphérique approprié seraient les températures et la pression, le nombre de ports, la taille de la vanne, le type de matériau du corps, les connecteurs d'extrémité et les configurations.
FAQ
Qu'est-ce qu'un robinet à tournant sphérique ?
Un robinet à tournant sphérique est une vanne d'arrêt qui contrôle le débit d'un liquide ou d'un gaz au moyen d'une bille rotative ayant un alésage. Ils peuvent être actionnés par une poignée ou automatisés avec un actionneur électrique ou pneumatique.
Existe-t-il un guide d'installation du robinet à tournant sphérique ?
Vissez l'entrée et la sortie du robinet à bille dans votre ensemble fileté. Assurez-vous que la poignée est correctement installée (le parallèle est ouvert) avant l'installation.
Les robinets à tournant sphérique peuvent-ils tomber en panne ?
Oui, un robinet à tournant sphérique peut tomber en panne. Les types de défaillance courants sont un joint endommagé (la vanne ne ferme pas l'étanchéité du 100%) ou des débris sont entrés dans la vanne (la vanne ne bouge pas).
UN vanne à guillotine est un composant qui utilise une lame pour couper le colmatage des liquides lourds. Ces vannes ont été conçues pour fonctionner dans certains des environnements les plus corrosifs, érosifs et abrasifs au monde.
Vannes à guillotine ont été initialement conçus pour l’industrie des pâtes et papiers. La pulpe filandreuse resterait coincée entre la cale et le siège d'un robinet-vanne normal et empêcherait l'arrêt du débit. Les vannes à guillotine ont été spécialement conçues avec un bord tranchant pour couper la pulpe et sceller.
Comment fonctionne une vanne à guillotine En raison de ces caractéristiques de conception très efficaces, les vannes à guillotine sont devenues inestimables lorsqu'il s'agit d'applications impliquant des fluides visqueux, des boues et d'autres systèmes où l'impaction est un problème.
Les vannes à guillotine sont aujourd'hui utilisées dans de nombreuses usines de transformation et sont disponibles dans de grandes tailles, ce qui facilite la gestion des flux épais de graisse légère, d'huiles lourdes, de vernis, de boues, d'eaux usées et de pâte à papier. Il est important de noter que ces vannes ont des limitations de basse pression et sont conçues pour placer la lame dans un joint en élastomère une fois que la lame a traversé les substances qu'elle manipule. Les liquides épais glissent facilement sur ces joints souples sans interférence. Cependant, lorsqu'une masse solide ou une poudre passe à travers la porte à couteaux, le matériau sec et volumineux finit par s'accumuler dans les joints souples situés à l'extrémité de la porte. Lorsque cela se produit, les joints finissent par ne pas se fermer suffisamment hermétiquement. Si cela se produit, les joints devront être remplacés.
Quand ne pas utiliser les vannes à guillotine Ces vannes ne doivent pas être utilisées pour réguler le débit, car chaque fois que le fluide est poussé contre une vanne partiellement fermée, une vibration se produit, érodant progressivement le disque et le siège. Par conséquent, les vannes à guillotine ne doivent être utilisées que complètement fermées ou ouvertes. De plus, ces vannes sont conçues pour s'ouvrir et se fermer lentement pour se protéger contre les impacts des coups de bélier.
Valeur de la vanne à couteau par rapport à une vanne à vanne La plus grande différence entre les vannes à guillotine et les valeurs des vannes est que les vannes à guillotine sont fabriquées selon les normes ANSI, tandis que les vannes à guillotine sont conformes aux normes TAPPI. Le robinet-vanne est également bridé, dimensionnellement plus large, évalué à la pression ANSI et ses normes d'étanchéité API doivent être respectées. Les valeurs de porte sont bidirectionnelles et largement utilisées dans les applications fluides et elles ne sont fournies qu'avec des sièges métalliques. Une autre différence entre une vanne à guillotine et une vanne à guillotine ANSI réside dans la zone du presse-étoupe. Un robinet-vanne est doté d'un jeu de garnitures à anneau en V qui scelle l'arbre fixé à la vanne. Les vannes à guillotine ont une zone de presse-étoupe qui assure l'étanchéité autour de la vanne.
Une vanne à guillotine a un profil mince par rapport à une vanne à guillotine ANSI. Les vannes à guillotine sont principalement unidirectionnelles (certaines options sont bidirectionnelles) et comportent un corps à oreilles ou à plaquettes, sans brides. Les sièges de vannes à guillotine sont disponibles dans toutes les versions, des versions résilientes aux versions métalliques.
Les avantages les plus importants des vannes à guillotine sont le poids (16″ généralement inférieur au 300#) et le coût. Les vannes ANSI coûtent généralement plus de 1200# et sont plus chères.
Ce type de vanne peut être classé en fonction de plusieurs paramètres :
modèle : centré, double excentrique, triple excentrique type de connexion d'extrémité : plaquette, cosse (semi ou complète), à bride et à double bride matériau du siège : souple (exemple : Téflon, Buna, caoutchouc, etc.) ou métal sur métal (SS304, SS316) matériaux du corps et des disques (de la fonte aux alliages à haute teneur en nickel) actionnement : manuel (levier, engrenage, engrenage à vis sans fin) et actionné (types électriques, pneumatiques, hydrauliques et à gaz sur huile)
Une vanne papillon permet de fermer ou de moduler le débit d'un fluide (isolement et régulation). API 609 Centré les vannes papillon (à siège souple) sont préférés aux robinets-vannes et aux robinets à tournant sphérique pour les applications basse pression et non critiques car ils sont moins chers, plus légers et plus faciles à installer. Les vannes papillon excentriques (vannes à double et triple décalage) avec sièges métalliques ont gagné en popularité et rivalisent avec les vannes à soupape et à bille pour certaines applications.
Acier inoxydable duplex (UNS S31803, S32205, S32750, S32900) combine les avantages de l'acier ferrite et austénite. Sa structure duplex est propice à l’obtention d’une résistance élevée et d’une résistance aux contraintes. De plus, une teneur plus élevée en chrome, azote et molybdène augmente les performances de corrosion et l'acier duplex présente également de bonnes performances de soudage. En raison de ses excellentes propriétés, l'acier inoxydable duplex est largement utilisé dans l'industrie chimique, la fabrication du papier, les équipements de dessalement, les pare-feu, les ponts, les appareils sous pression, les échangeurs de chaleur, les aubes de turbine et les arbres de transmission des systèmes offshore.
Parfois, UNS S31803 et UNS S32205 sont appelés duplex 2205. Généralement, UNS2205 contient des aciers inoxydables duplex ASTM S31803 et S32205. En d'autres termes, S31803 et S32205 sont tous deux appelés acier inoxydable 2205, et S32205 est la série améliorée de S31803 par l'ajout de la teneur limite inférieure des éléments Cr, Mo et N, ce qui fait peu de différence dans les propriétés mécaniques. Leurs minuscules différences dans les éléments chimiques et les propriétés physiques sont présentées ci-dessous :
UNS2205
Cmax
P.
S
Si max
Mn max
N
Mo
Ni
Cr
S31803
0.03
0.03
0.02
1.00
2.00
0.08-0.2
2.5-3.5
4.5-6.5
21.0-23.0
S32205
0,03 maximum
0.03
0.02
1,00 maximum
2,00 maximum
0.14-0.2
3.0-3.5
4.5-6.5
22.0-23.0
UNS2205
Résistance à la traction min, Mpa
Limite d'élasticité 0,21 Décalage TP3T, min, Mpa
Allongement, A5%
S31803
620
450
25
S32205
655
450
25
Selon la norme ASTM A182, Spécifications pour les brides de tuyaux en acier forgé ou inoxydable, les raccords forgés et les vannes et pièces pour service à haute température, UNS S31803 et UNS S32205 ne peuvent pas être confondus et ils sont spécifiés en un numéro différent, S31803 est marqué par F51 et S32205 est F60.
Lorsqu'on parle d'acier 2205, il fait généralement référence à S31803 ou F51, tandis que UNS S32205 ou F60 est conforme à la norme ASTM 2205 et adopte sa plage de résistance à la corrosion plus élevée, c'est-à-dire que UNS S32205 nécessite une teneur plus élevée en chrome et en azote, garantissant ainsi une meilleure résistance à la corrosion. Généralement, les tôles d'acier S32205 et S31803 sont également appelées tôles d'acier double standard, ou tôles d'acier 2205 en abrégé. Notre usine produit des tubes 2205 et des plaques 2205 pour rendre sa composition chimique conforme à deux spécifications UNS 31803 et S30025. Nos tôles d'acier en stock peuvent répondre à deux types de normes en même temps.
2205 (UNS S32305) est un acier inoxydable duplex allié à l'azote, avec une composition chimique contenant du chrome 22-23%, du molybdène 3-3,5% et du nickel 4,5-6,5%. La teneur élevée en chrome et en molybdène offre une bonne résistance à la corrosion et la combinaison globale permet à cet alliage d'être plus solide et plus résistant que la plupart des aciers austénitiques standards. Les aciers inoxydables duplex 2205 conservent une bonne soudabilité dans leurs sections les plus épaisses et sont beaucoup plus résistants à la fissuration par corrosion sous contrainte de chlorure et aux piqûres que les aciers austénitiques standard comme le 316L ou le 317L.
Avec une limite d'élasticité près de deux fois supérieure à celle d'autres nuances austénitiques comparables, les produits en acier duplex 2205 peuvent résister à des pressions plus élevées et à des environnements plus corrosifs avec moins de matériaux, ce qui permet d'économiser du poids et des coûts de fabrication. Cela les rend idéaux pour les récipients et réservoirs sous pression de traitement et de stockage de produits chimiques, ou pour les environnements à haute teneur en chlorure pour les applications marines.
United Performance Metals stocke des tôles d'acier inoxydable duplex 2205 dans des épaisseurs de 0,125″ à 1,000″, avec les services de traitement FirstCut+ disponibles.
Traitement thermique et résistance thermique
Semblable à d'autres aciers inoxydables duplex, cette qualité de matériau peut souffrir de fragilisation par l'hydrogène à des températures supérieures à 300 °C. Pour résoudre ce problème, la tôle d'acier duplex 2205 doit être recuite en solution à 1 900 °F (1 038 °C) minimum jusqu'à 2 012 °F (1 100 °C), suivie d'une trempe à l'eau pour un refroidissement rapide. Bien qu’il puisse être écroui, les traitements thermiques ne durciront pas cette qualité d’acier inoxydable.
Usinage et soudabilité
La haute résistance du duplex 2205 le rend difficile à usiner. Des machines solides et rigides avec de faibles vibrations sont recommandées, et les outils en carbure nécessiteront des vitesses d'avance plus faibles. La plaque 2205 se soude facilement, mais il faut veiller à utiliser des matériaux d'apport appropriés (tels que le 2209, qui est surallié avec du nickel supplémentaire) pour éviter la formation excessive de ferrite.