Существует множество различных типов клапанов для разных применений, так как же узнать, какой из них лучше всего использовать для вашего случая? Давайте посмотрим на шаровые краны и шаровые краны. Основное различие между этими двумя типами заключается в способе их закрытия. В шаровом клапане используется пробка (шток), закрывающаяся против потока, а в шаровом клапане имеется затвор (шар), закрывающийся поперек потока. Проходные клапаны хороши для регулирования расхода, тогда как шаровые краны лучше подходят для управления включением/выключением без падения давления.
На протяжении десятилетий шаровые клапаны считались отраслевым стандартом регулирующей арматуры. Они имеют шток, который перемещается вверх и вниз внутри клапана для регулирования потока. Они обычно используются в змеевиках горячей и холодной воды, а более крупные модели часто используются для управления потоком в чиллерах. Одним из основных ограничений проходных клапанов является то, что их степень закрытия может быть ниже, чем у других клапанов, особенно больших размеров.
Шаровые краны имеют шарик внутри клапана. Шар имеет отверстие посередине, поэтому, когда отверстие находится на одной линии с обоими концами клапана, происходит поток. Когда клапан закрывается поворотом шара на 90 градусов, отверстие перпендикулярно концам клапана, и поэтому поток блокируется. Шаровые краны очень долговечны и обычно обеспечивают отличное закрытие даже после многих лет использования. В запорных устройствах они обычно предпочтительнее шаровых клапанов. Основным ограничением шаровых кранов является пропорциональное управление из-за большого расхода, который пропускает шар.
В чем разница между шаровым краном и шаровым клапаном
Основное различие между глобусом и глобусом шаровой кран заключается в том, что шаровой кран предназначен, в основном, для запорных операций, тогда как шаровой кран предназначен, главным образом, для дросселирования жидкостей. Эти два клапана являются отраслевыми стандартами соответственно для запирания (шаровой кран) и для регулирования (шаровой вентиль) Приложения.
Шаровой клапан не подходит для запорных операций из-за перепада давления, который он создает в системе трубопроводов (проблема, которой не существует для полнопроходных шаровых кранов).
Шаровые краны имеют длительный срок службы даже при непрерывном режиме работы «закрыто-закрыто»; шаровые клапаны легко придут в негодность при таком типе обслуживания.
Каков монтажный размер фланцевого шарового, проходного или задвижного клапана? АСМЭ Б16.10 Диаграмма отвечает на этот вопрос, поскольку она стандартизирует расстояние между входом и выходом наиболее распространенных фланцевых клапанов. Целью данной спецификации ASME является обеспечение взаимозаменяемости клапанов, производимых разными производителями.
Примечания:
(1) Только проверка шара и горизонтального подъема. Расстояние между торцами и концами для стальных фланцевых поворотных обратных клапанов класса 150 для номинального размера трубы 5 составляет 330, а для номинального размера трубы 6 — 356.
(2) Только проверка шара и горизонтального подъема. Монтажная длина и сквозное расстояние для поворотных обратных клапанов со стальным фланцем класса 150 для номинального размера трубы 16 мм составляют 864 мм.
(3) Только проверка качания.
Главные примечания:
Размеры указаны в миллиметрах, если не указано иное.
The face-to-face dimension for flanged Valves is the distance between the extreme ends which are the gasket contact surfaces.
Размеры от конца до конца применяются к фланцевым клапанам, у которых контактные поверхности прокладки не расположены на крайних концах клапана. Расстояние между крайними концами описывается как сквозной размер и применяется к фланцевым клапанам, таким как: кольцевое соединение, большая или маленькая внутренняя резьба и большая или маленькая канавка.
ASME B16.10 is an essential industry standard for face-to-face and end-to-end dimensions of valves serving across various industrial applications. This standard ensures that valves are manufactured to meet precise dimensional requirements, enabling compatibility and interchangeability in piping systems. In this article, we review key elements of ASME B16.10 including face-to-face and end-to-end dimensions, tolerances, material considerations, and the benefits of adhering to this standard.
What is ASME 16.10?
ASME B16.10, developed by the American Society of Mechanical Engineers, is an industry standard that focuses on standardizing valve dimensions. Specifically, this standard covers the face-to-face and end-to-end dimensions of straightway valves, as well as the center-to-face and center-to-end dimensions of angle valves. By providing these crucial measurements, this standard ensures consistency and interchangeability across valve manufacturers, therefore greatly simplifying the process of valve selection and installation for engineers and technicians.
Purpose and Scope of ASME B16.10
The primary objective of ASME B16.10 is to guarantee installation interchangeability for valves of a particular material, size, type, rating class, and end configuration. Moreover, this standardization is essential for maintaining consistency across various valve manufacturers and applications. By adhering to these standardized dimensions, valve manufacturers can ensure that their products will fit seamlessly into existing systems, regardless of the original equipment manufacturer.
Key Elements of ASME B16.10
ASME B16.10 covers a range of critical aspects that influence the effectiveness and compatibility of valves in industrial settings. The following sections highlight some of these key elements.
Face-to-Face and End-to-End Dimensions
Face-to-face dimension for straightway valves refers to the distance between the sealing surfaces of the valve’s inlet and outlet flanges. For certain valves like butterfly valves, face-to-face dimension may include allowances for gasket or resilient-facing compression. According to this standard, face-to-face dimension applies to valves having the following nominal flange facing identifiers:
Flat
1.5 mm (0.06 in.) raised
6.4 mm (0.25 in.) raised
Large or small male
Large or small tongue
End-to-end dimension describes the distance between the ends of flanged valves where gasket contact surfaces are not located at the extreme. For example: those with welded or threaded ends. It serves for valves having the following nominal flange facing identifiers:
Ring joint
Large or small female
Large or small groove
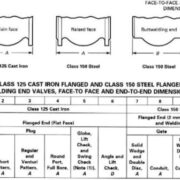
The figure below highlights examples of these dimensions for Class 125 Cast Iron and Class 150 Steel.
The following table is a snippet of face-to-face and end-to-end dimension specifications of ASME B16.10.
Nominal Valve Size, DN (NPS)
Flanged End (Flat Face)
Flanged End [1.5 mm (0.06 in.) Raised Face] and Welding End
Globe, Lift Check and Swing Check Type B, AWWA C508,А
Gate
Plug
Solid Wedge and Double DiscА
ConduitА
Solid Wedge, Double Disc, and Conduit,Б
Short Pattern,А
50 (2)
203 (8.00)
178 (7.00)
178 (7.00)
216 (8.50)
178 (7.00)
65 (2 ½)
216 (8.50)
190 (7.50)
190 (7.50)
241 (9.50)
190 (7.50)
80 (3)
241 (9.50)
203 (8.00)
203 (8.00)
282 (11.12)
203 (8.00)
100 (4)
292 (11.50)
229 (9.00)
229 (9.00)
305 (12.00)
229 (9.00)
125 (5)
330 (13.00)
254 (10.00)
–
381 (15.00)
254 (10.00)
150 (6)
356 (14.0)
267 (10.50)
267 (10.50)
403 (15.88)
267 (10.50)
Center-to-Face and Center-to-End Dimensions
Center-to-face dimensions apply to angle valves because they have a different configuration in comparison to straightway valves. Similarly, center-to-end dimensions are for angle valves with welded or threaded ends as the following figure shows.
The following table is a snippet of center-to-face and center-to-end dimension specifications from ASME B16.10.
Nominal Valve Size, DN (NPS)
Flanged End [1.5 mm (0.06 in.) Raised Face] and Welding End, Angle and Lift Check, D and E
50 (2)
102 (4.00)
65 (2 ½)
108 (4.25)
80 (3)
121 (4.75)
100 (4)
146 (5.75)
125 (5)
178 (7.00)
150 (6)
203 (8.00)
Tolerances
ASME B16.10 outlines allowable tolerances for both straightway and angle valves. For straightway valves, it specifies an allowable tolerance of ±1.5 mm for smaller valve sizes (NPS 10 or below), whereas larger valves (NPS 12 and above) have a tolerance of ±3.0 mm. Meanwhile, the specifications for angle valves are half of those for straightway valves of the same size. This means small angle valves, NPS 10 or below, have a tolerance of ±0.75 mm, with larger sizes having a tolerance of ±1.5 mm. These tolerances offer flexibility in valve manufacturing while maintaining quality and precision. This ensures valves can still perform optimally even with slight dimensional variations.
Material Considerations
While ASME B16.10 primarily focuses on dimensional standards, it also references material considerations to ensure compatibility with the intended application. The following sections highlight material types covered in this standard.
Cast Iron Valves
This includes only flanged end valves of the following types:
Gate, plug, and check valves of Class 125 and 250
Globe and angle valves of Classes 125 and 250
Wafer swing check valves of Classes 125 and 250
Butterfly valves of Class 25 and Class 125
Ductile Iron Valves
For ductile iron valves, the standard also specifies only flanged end valves of Class 150 and Class 300.
Steel and Alloy Valves
This category includes carbon, alloy, stainless steels, and also the nonferrous materials listed in ASME B16.34. It includes flanged, buttwelding, and grooved ends as well as the types of valves intended for assembly between flanges. The types of valves in this category are as follows:
Gate, globe, angle, check, plug, and also ball valves ranging from Class 150 to Class 2500
Y-pattern globe and Y-pattern swing check valves of Class 150
Wafer knife gate valves of Class 150 and Class 300
Wafer swing check valves from Class 150 to Class 2500
Adhering to ASME B16.10 offers numerous benefits for manufacturers, engineers, and end-users, as the following sections highlight.
Enhanced Compatibility
Having standard dimensions ensures that valves from different manufacturers are interchangeable. Hence, simplifying the procurement process and reducing downtime during maintenance or replacement. This compatibility is crucial for industries that rely on consistent and reliable valve performance.
Improved Safety and Reliability
By following ASME B16.10, manufacturers can produce valves that meet rigorous safety and reliability standards. Therefore, ensuring effective valve performance under specified operating conditions while reducing the risk of failures and accidents in industrial settings.
Cost Savings
Using standard dimensions reduces the need for custom fittings and modifications during installation, leading to significant cost savings. In addition, the ease of replacing standardized valves minimizes downtime and maintenance costs, contributing to overall operational efficiency.
ASME B16.10 Valves from STV
At STV, we ensure that our valve offerings comply with critical industry standards, including the ASME B16.10, where applicable. Our commitment to quality and precision guarantees that our valves meet stringent dimensional and performance criteria essential for seamless integration into industrial systems. Furthermore, our team members are committed to working with you to assess your project requirements and select the most suitable valves. By choosing QRC Valves, you can be confident you are acquiring high-quality, reliable valves that meet your operational and compliance requirements.
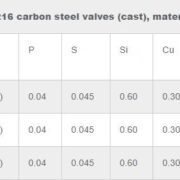
Узнайте об основных спецификациях материалов ASTM для клапанов. Литой корпус клапана изготавливается путем заливки жидких металлов в формы и обычно используется для клапанов диаметром более 2 дюймов. Кованый корпус клапана изготавливается путем ковки и механической обработки твердой стали. Ключевыми спецификациями для материалов корпуса клапанов из литой стали являются ASTM A216 (WCA, WCB, WCC), ASTM A352 LCB/LCC (низкотемпературные) и ASTM A351 CF8/CF8M. ASTM A105, A350 и A182 охватывают материалы корпуса кованых клапанов небольшого размера (или высокого давления).
Для начала давайте проясним разницу между литым и кованым клапаном, даже если это может показаться очевидным: литые клапаны имеют литую форму. тело, кованые клапаны имеют кованую тело. Вот и все! Разница связана с технологией изготовления корпуса клапана, т.е. ковкой или литьем стали.
Давайте теперь рассмотрим основные материалы корпуса литого клапана.
The Спецификация ASTM A216 охватывает 3 марки углеродистой стали (ВКА, ВЦБ, и ВСЦ), которые имеют небольшие различия по химическим и механическим свойствам. Эти марки литых корпусов клапанов соответствуют трубам из углеродистой стали марок A53, A106, API 5L.
Стальные отливки ASTM A216 должны быть подвергнуты термической обработке и могут быть изготовлены в отожженных, нормализованных или нормализованных и отпущенных условиях. Поверхность стальных отливок не должна иметь налипших элементов, таких как песок, трещины, горячие надрывы и другие дефекты.
Клапаны из углеродистой стали ASTM A216 (литые), таблица материалов
Сорт ASTM A216
С
Мин.
п
С
Си
Cu
Ни
Кр
Мо
В
ВКА УНС J02502
0.25(1)
0.70(1)
0.04
0.045
0.60
0.30
0.50
0.50
0.20
1.00
ВКБ UNS J03002
0.30(2)
1.00(2)
0.04
0.045
0.60
0.30
0.50
0.50
0.20
1.00
ВСС UNS J02503
0.25(3)
1.20(3)
0.04
0.045
0.60
0.30
0.50
0.50
0.20
1.00
Примечания:
Для каждого уменьшения содержания углерода на 0,01% ниже указанного максимального содержания углерода допускается увеличение марганца на 0,04% сверх указанного максимума до максимального значения 1,10%.
Для каждого уменьшения содержания углерода на 0,01% ниже указанного максимального содержания углерода допускается увеличение Mn на 0,04% выше указанного максимума до максимального значения 1,28%.
Для каждого снижения содержания углерода на 0,01% ниже указанного максимального содержания углерода допускается увеличение марганца на 0,04% выше указанного максимума до максимального значения 1,40%.
ASTM A352 LCB/LCC (УГЛЕРОДИСТАЯ СТАЛЬ НИЗКОТЕМП.)
АСТМ А352 спецификация охватывает несколько марок низкотемпературной углеродистой стали (называемой LCA, LCB, LCC, LC1, LC2, LC3, LC4, LC9, CA6NM) для литой стальной арматуры, фланцев, фитингов и других деталей, работающих под давлением.
Химический состав литой арматуры А352 Гр. LCA/LCB/LCC (таблица материалов клапана):
ОЦЕНКА
С
Си
Мин.
Кр
Мо
Ни
Cu
Нб
В
АСТМ А352 ЛК3
0.15
0.6
0.65
3.5
ASTM A352 ЖЦК
0.25
0.6
0.7
0.5
0.2
0.5
0.3
0.03
ASTM A352 ЛКБ
0.3
0.6
1
0.5
0.2
0.5
0.3
0.03
АСТМ А352 ЛКЦ
0.25
0.6
1.2
0.5
0.2
0.5
0.03
ASTM A351 CF8/CF8M (НЕРЖАВЕЮЩАЯ СТАЛЬ)
The АСТМ А351 Спецификация охватывает отливки из аустенитной стали для клапанов, фланцев, фитингов и других деталей, работающих под давлением.
Наиболее распространенными марками являются ASTM A351 CF3, CF8 (SS304) и CF8M (SS316).
Сталь должна изготавливаться электропечным способом с раздельным рафинированием, например аргоно-кислородным обезуглероживанием, или без него.
Любая литая деталь по ASTM A351 должна пройти термическую обработку с последующей закалкой в воде или быстрым охлаждением. Сталь должна соответствовать химическим и механическим требованиям, установленным спецификацией.
Клапаны из нержавеющей стали ASTM A351, химический состав
Сорт ASTM A351
УНС
С
Мин.
Си
С
п
Кр
Ни
Мо
Нб
В
Н
Cu
CF3+CF3A
J9270
0.03
1.5
2
0.04
0.04
17.0-21.0
8.0-11.0
0.5
CF8+CF8A
J9260
0.08
1.5
2
0.04
0.04
18.0-21.0
8.0-11.0
0.5
CF3M+CF3MA
J9280
0.03
1.5
1.5
0.04
0.04
17.0-21.0
9.0-13.0
2.0-3.0
CF8M
J9290
0.08
1.5
1.5
0.04
0.04
18.0-21.0
9.0-12.0
2.0-3.0
CF3MN
J92804
0.03
1.5
1.5
0.04
0.04
17.0-21.0
9.0-13.0
2.0-3.0
0.10-.20
CF8C
J92710
0.08
1.5
2
0.04
0.04
18.0-21.0
9.0-12.0
0.5
-1
CF10
J92950
0.04-0.10
1.5
2
0.04
0.04
18.0-21.0
8.0-11.0
0.5
CF10M
J92901
0.04-0.10
1.5
1.5
0.04
0.04
18.0-21.0
9.0-12.0
2.0-3.0
CH8
J9340
0.08
1.5
1.5
0.04
0.04
22.0-26.0
12.-15.0
0.5
CH10
J93401
0.04-0.10
1.5
2
0.04
0.04
22.0-26.0
12.-15.0
0.5
CH20
J93402
0.04-0.20
1.5
2
0.04
0.04
22.0-26.0
12.0-15.0
0.5
СК20
J94202
0.04-0.20
1.5
1.75
0.04
0.04
23.0-27.0
19.0-22.0
0.5
НК30
J94203
0.25-0.35
1.5
1.75
0.04
0.04
23.0-27.0
19.0-22.0
0.5
НК40
J94204
0.35-0.45
1.5
1.75
0.04
0.04
23.0-27.0
19.0-22.0
0.5
HT30
N08030
0.25-0.35
2
2.5
0.04
0.04
13.0-17.0
33.0-37.0
0.5
CF10MC
0.1
1.5
1.5
0.04
0.04
15.0-18.0
13.0-16.0
1.7-2.25
-2
CN7M
N0807
0.07
1.5
1.5
0.04
0.04
19.0-22.0
27.5-30.5
2.0-3.0
3.0-4.0
CN3MN
J94651
0.03
2
1
0.01
0.04
20.0-22.0
23.5-25.5
6.0-.0
0.18-.26
0.75
CE8MN
0.08
1
1.5
0.04
0.04
22.5-25.5
8.0-11.0
3.0-.5
0.10-.30
ЦГ-6ММН
J93790
0.06
4.0-6.0
1
0.03
0.04
20.5-23.5
11.5-13.5
1.50-3.0
0.10-.30
0.10-.30
0.20-.4
Примечания:
Марка CF8C должна иметь содержание ниобия в 8 раз выше углерода, но не более 1,00%.
Марка CF10MC должна иметь содержание ниобия в 10 раз выше углерода, но не более 1,20%.
ТАБЛИЦА МЕХАНИЧЕСКИХ СВОЙСТВ КЛАПАНОВ ИЗ ЛИТОЙ СТАЛИ
Минимальные механические свойства стали
Модуль
Приблизительный
ЛИТЬЕ по ASTM
Предел прочности (пси)
Предел текучести (пси мин)
Удлинение (на 2 дюйма)
Уменьшение площади (%)
ASTM A216 Класс WCB
70,000
36,000
22
35
27.9
137-1 87
LCB класса ASTM A352
65,000
35,000
24
35
27.9
137-1 87
ASTM A217, класс C5
90,000
60,000
18
35
27.4
241 Макс.
ASTM A217, класс WC1
65,000
35,000
24
35
29.9
215 Макс.
ASTM A217, класс WC6
70,000
40,000
20
35
29.9
215 Макс.
ASTM A217, класс WC9
70,000
40,000
20
35
29.9
241 Макс.
ASTM A352, класс LC3
65,000
40,000
24
35
27.9
137
ASTM A217, класс C12
90,000
60,000
18
35
27.4
180-240
ASTM A351 Класс CF-8
65,000
28,000
35
–
28
140
ASTM A351 Марка CF-8M
70,000
30,000
30
–
28.3
156-170
ASTM A126 Класс Б
31,000
–
–
–
–
160-220
ASTM A126 Класс C
41,000
–
–
–
–
160-220
ASTM A395 Тип 60-45-15
60,000
45,000
15
–
23-26
143-207
ASTM A439 Тип D-2B
58,000
30,000
7
–
–
148-211
АСТМ Б62
30,000
14,000
20
17
13.5
55-65*
ASTM B143 Сплав 1А
40,000
18,000
20
20
15
75-85*
ASTM B147 Сплав 8А
65,000
25,000
20
20
15.4
98*
ASTM B148 Сплав 9C
75,000
30,000
12 мин.
12
17
150
(свариваемый класс)
65,000
32,500
25
–
23
120-170
ASTM A494 (Хастеллой B)
72,000
46,000
6
–
–
–
ASTM A494 (Хастеллой C)
72,000
46,000
4
–
–
–
Стеллит №6
121,000
64,000
01 февраля
–
30.4
–
ASTM B211 Сплав 20911-T3
44,000
36,000
15
–
10.2
95
ASTM B16 1/2 Твердый
45,000
15,000
7
50
14
–
ASTM B21, сплав 464
60,000
27,000
22
55
–
–
АИСИ 12Л 14
79,000
71,000
16
52
–
163
ASTM A108, класс 1018
69,000
48,000
38
62
–
143
(Подходит для болтов ASTM A193 класса B7)
135,000
115,000
22
63
29.9
255
АСТМ А276 Тип 302
85,000
35,000
60
70
28
150
АСТМ А276 Тип 304
85,000
35,000
60
70
–
149
АСТМ А276 Тип 316
80,000
30,000
60
70
28
149
ASTM A276 Тип 316L
81,000
34,000
55
–
–
146
АСТМ А276 Тип 410
75,000
40,000
35
70
29
155
ASTM A461, класс 630
135,000
105,000
16
50
29
275-345
Сплав К500 (К Монель)
100,000
70,000
35
–
26
175-260
ASTM B335 (Хастеллой B)
100,000
46,000
30
–
–
–
ASTM B336 (Хастеллой C)
100,000
46,000
20
–
–
–
РЕКОМЕНДУЕМЫЙ ОБСЛУЖИВАНИЕ (ЛИТЫЕ МАТЕРИАЛЫ КЛАПАНОВ)
В таблице приведены наиболее распространенные материалы для литых клапанов и рекомендуемый срок их эксплуатации:
ГРУППА МАТЕРИАЛОВ
МАРКИРОВКА МАТЕРИАЛА
РЕКОМЕНДУЕМЫЙ СЕРВИС
Высокотемпературная углеродистая сталь
ASTM A216 Класс WCB
Неагрессивные жидкости, такие как вода, масло и газы, в диапазоне температур от -20°F (-30°C) до +800°F (+425°C).
Низкотемпературная углеродистая сталь
LCB класса ASTM A352
Низкая температура до -50°F (-46°C). Использование исключено при температуре выше +650°F (+340°C).
Низкотемпературная углеродистая сталь
ASTM A352, класс LC1
Низкая температура до -75°F (-59°C). Использование исключено при температуре выше +650°F (+340°C).
Низкотемпературная углеродистая сталь
ASTM A352, класс LC2
Низкая температура до -100°F (-73°C). Использование исключено при температуре выше +650°F (+340°C).
Никелевая сталь 3.1/2%
ASTM A352, класс LC3
Низкая температура до -150°F (-101°C). Использование исключено при температуре выше +650°F (+340°C).
1.1/4% Хром 1/2% Молибденовая сталь
ASTM A217, класс WC6
Неагрессивные жидкости, такие как вода, масло и газы, в диапазоне температур от -20°F (-30°C) до +1100°F (+593°C).
2.1/4% Хром
ASTM A217, класс C9
Неагрессивные жидкости, такие как вода, масло и газы, в диапазоне температур от -20°F (-30°C) до +1100°F (+593°C).
5% Хром 1/2% Молибден
ASTM A217, класс C5
Слегка коррозионные или эрозионные применения, а также некоррозионные применения при температуре от -20°F (-30°C) до +1200°F (+649°C).
9%Хром 11ТП3Т Моли
ASTM A217, класс C12
Слегка коррозионные или эрозионные применения, а также некоррозионные применения при температуре от -20°F (-30°C) до +1200°F (+649°C).
Хромистая сталь 121ТП3Т
ASTM A487 Марка CA6NM
Коррозионное применение при температурах от -20°F (-30°C) до +900°F (+482°C).
12% Хром
ASTM A217, класс CA15
Коррозионное применение при температуре до +1300°F (+704°C)
Нержавеющая сталь 316
ASTM A351 Марка CF8M
Коррозионные или неагрессивные условия эксплуатации при чрезвычайно низких или высоких температурах от -450°F (-268°C) до +1200°F (+649°C). При температуре выше +800°F (+425°C) укажите содержание углерода 0,04% или выше.
Нержавеющая сталь 347
ASTM 351 Марка CF8C
В основном для высокотемпературных коррозийных применений в диапазоне от -450°F (-268°C) до +1200°F (+649°C). При температуре выше +1000°F (+540°C) укажите содержание углерода 0,04% или выше.
Нержавеющая сталь 304
ASTM A351 Класс CF8
Коррозионные или некоррозионные условия эксплуатации при чрезвычайно высоких температурах от -450°F (-268°C) до +1200°F (+649°C). При температуре выше +800°F (+425°C) укажите содержание углерода 0,04% или выше.
Нержавеющая сталь 304L
ASTM A351 Класс CF3
Коррозионные или некоррозионные работы до +800F (+425°C).
Нержавеющая сталь 316L
ASTM A351 Марка CF3M
Коррозионные или некоррозионные работы до +800F (+425°C).
Сплав-20
ASTM A351 Марка CN7M
Хорошая стойкость к горячей серной кислоте до +800F (+425°C).
Монель
ASTM 743 Марка М3-35-1
Свариваемый класс. Хорошая устойчивость к коррозии всеми распространенными органическими кислотами и соленой водой. Также обладает высокой устойчивостью к большинству щелочных растворов до +750°F (+400°C).
Хастеллой Б
ASTM A743 Марка Н-12М
Хорошо подходит для работы с плавиковой кислотой всех концентраций и температур. Хорошая устойчивость к серной и фосфорной кислотам до +1200°F (+649°C).
Хастеллой С
ASTM A743 Марка CW-12M
Хорошая устойчивость к условиям окисления. Хорошие свойства при высоких температурах. Хорошая стойкость к серной и фосфорной кислотам до +1200°F (+649°C).
Инконель
ASTM A743, класс CY-40
Очень хорошо подходит для работы при высоких температурах. Хорошая устойчивость к блестящим агрессивным средам и атмосфере до +800°F (+425°C).
Бронза
АСТМ Б62
Вода, масло или газ: до 400°F. Отлично подходит для работы с рассолом и морской водой.
Мы рекомендуем приобрести спецификацию ASTM A216 на сайте Веб-сайт АСТМ или магазин IHS чтобы получить полное представление об этой теме.
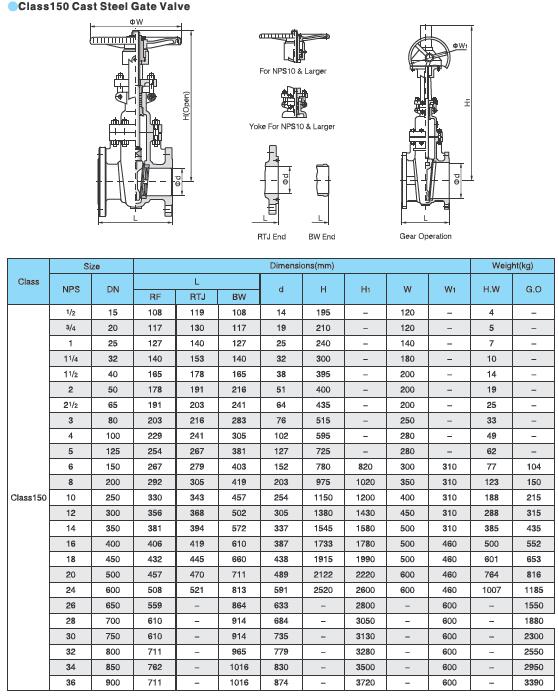
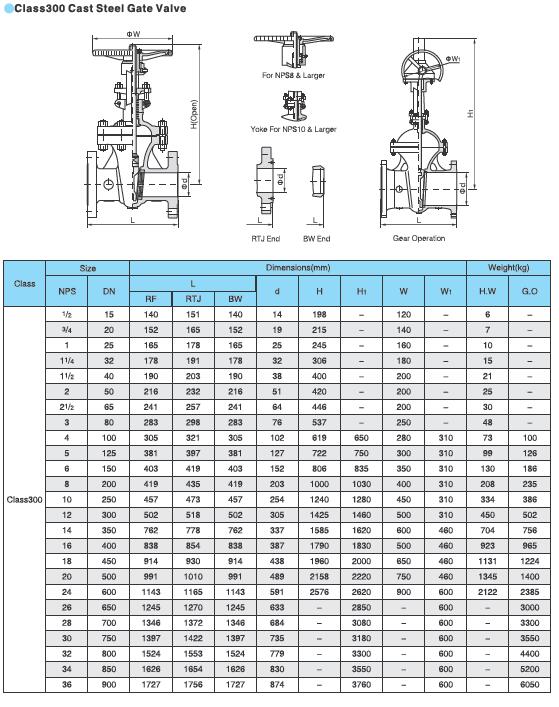
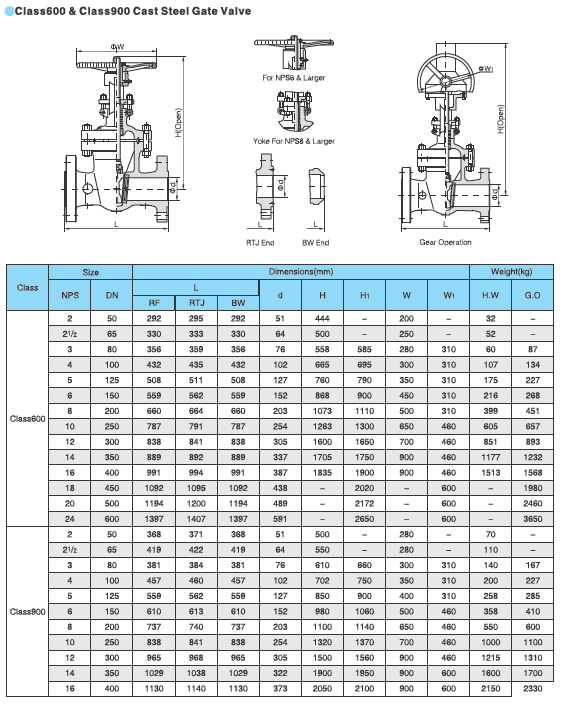
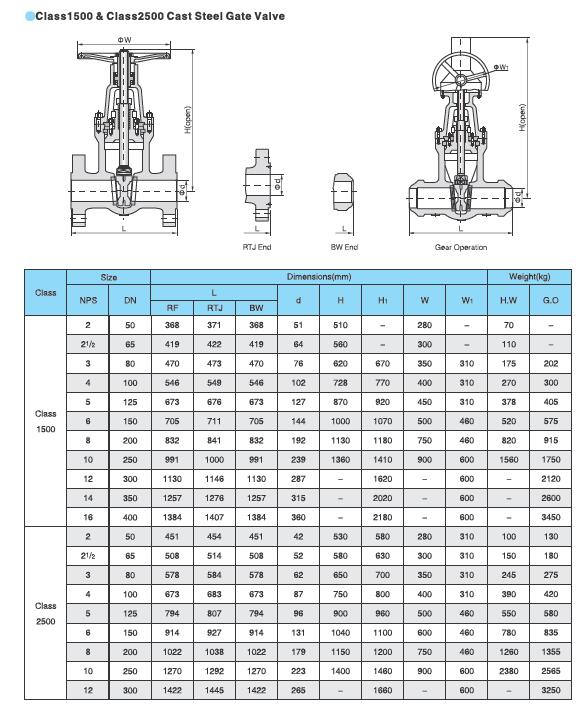
В таблицах указаны размеры и вес Задвижки API 600 (крышка на болтах / поднимающийся шток)
КЛАСС 150-2500 фунтов
Размеры в дюймах (миллиметрах)
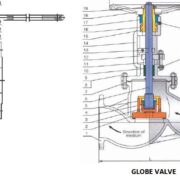
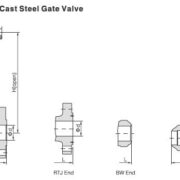
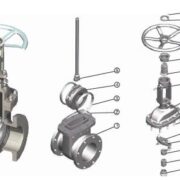
Схема задвижки, показывающая основные части задвижки для трубопроводов.
ТИПЫ КЛИНЕЙ
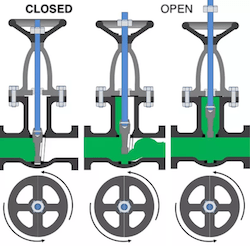
На изображении ниже показано, как клин задвижки открывает и закрывает поток жидкости за счет вертикального движения (которое может осуществляться вручную или с помощью привода).
Клин расположен между двумя параллельными (или наклонными) седлами, перпендикулярными потоку. Жидкость течет горизонтально через задвижки и не подвержена перепадам давления. Клинья могут быть разных видов:
«сплошной клин(в данном случае клин изготовлен из цельного куска стали)
«гибкий клин(в этом случае диск имеет вырезы по периметру для повышения способности клапана корректировать изменения угла между седлами)
«разрезной клин(составной диск, состоящий из двух частей, для обеспечения самовыравнивания клина на сиденьях)
«клин с параллельными полозьями«
ТИПЫ СТЕНДОВ
Задвижка может иметь поднимающийся шток (в этом случае шток поднимается над маховиком, если клапан открыт) или невыдвижной шток (шток не перемещается над клапаном при его открытии).
СХЕМА ЗАДВИЖКИ
На схеме задвижки приведен стандартный сборочный чертеж задвижки. Возможны многочисленные варианты конструкции в зависимости от конфигурации деталей задвижки:
Материал корпуса: кованый или литой.
Конструкция и подключение крышки: может быть стандартной или герметичной (задвижки высокого давления), крышка болтовая/сварная и т.д.
торцевое соединение: задвижки доступны с конструкции с несколькими клапанами (растуточная сварка и резьба для кованых задвижек и стыковая сварка для шиберных задвижек с литым корпусом)
Тип клина (сплошной/гибкий/разъемный/параллельный слайд): подробности см. ниже в этой статье.
тип штока (поднимающийся/неподнимающийся): подробности см. ниже
производственная норма: задвижки API и EN имеют несколько разную конструкцию.
тип работы клапана: ручной, шестеренчатый или пневматический/гидравлический/электрический привод
и т. д.
ОС&Я ПРОТИВ. IS&Y ДИЗАЙН
Очень часто можно увидеть термин «OS&Y», связанный с задвижками. Этот термин означает, что когда ручка задвижки поворачивается для открытия или закрытия клапана, она непосредственно поднимает и опускает диск, взаимодействуя со штоком клапана.
В задвижке OS&Y сам шток клапана поднимается и опускается за пределы корпуса клапана на очень видном месте, в то время как ручка остается в фиксированном положении.
Когда шток поднимается, диск внутри корпуса клапана поднимается из седла, позволяя жидкости течь через клапан (клапан в открытом положении). Таким образом, при использовании задвижки OS&Y фактическое положение клапана (закрыто или открыто) всегда очевидно для операторов.
И наоборот, для «задвижек IS&Y» положение клапана не видно сразу (внутри винта и траверсы), поскольку шток клапана не поднимается и не опускается снаружи клапана при вращении ручки.
Выбор материала задвижки в основном зависит от текучей среды и рабочей среды. В зависимости от среды и окружающей среды выбор материала также различается. Вообще говоря, выбор материала клапана делится на три аспекта; уплотнительная поверхность тарелки клапана, в которой корпус клапана обычно изготовлен из углеродистой стали, чугуна (серого чугуна, ковкого чугуна) из нержавеющей стали (304 316), а тарелка клапана изготовлена из углеродистой стали, нержавеющей стали (304 316), двухфазной. сталь (2507 316) Как правило, уплотняющая поверхность нейлонового покрытия, футеровка из фтора, имеет: NBR EPDM PDEF ppl. Клиенты могут выбрать соответствующий материал в соответствии со своими фактическими потребностями. Пожалуйста, свяжитесь с нашим отделом продаж и будем рады сотрудничеству с вами.
ТЕЛО
Тело Задвижкиниже 2 дюймов обычно состоит из кованая сталь (наиболее распространенными марками материала корпуса являются ASTM A105 для эксплуатации при высоких температурах, ASTM A350 для эксплуатации при низких температурах и ASTM A182 F304/F316 для эксплуатации в коррозионно-активных средах).
Корпуса задвижек проходных размеров выше 2 дюймов вместо этого они изготовлены из литой стали (основными марками отливки являются ASTM A216 WCB для работы при высоких температурах, ASTM A351 для низкотемпературных условий и ASTM A351 CF8 и CF8M – т.е. задвижки из нержавеющей стали 304 и 316).
ПОДРЕЗАТЬ
Съемные и заменяемые части клапана в совокупности определяются как «трим» (для задвижки: седло, диск, заднее седло и шток). Спецификация API 600 предусматривает ряд стандартных комбинаций триммеров, как показано ниже.
API ТРИМ #
БАЗОВЫЙ МАТЕРИАЛ
МАТЕРИАЛ СИДЕНЬЯ
МАТЕРИАЛ ДЛЯ ДИСКА
ЗАДНЕЕ СИДЕНИЕ МАТЕРИАЛ
МАТЕРИАЛ ДЛЯ СТЕБА
1
410
410
410
410
410
2
304
304
304
304
304
3
Ф310
310
310
310
310
4
Жесткий 410
Жесткий 410
410
410
410
5
твердый
Стеллит
Стеллит
410
410
5А
твердый
Ni-Cr
Ni-Cr
410
410
6
410 и Cu-Ni
Cu-Ni
Cu-Ni
410
410
7
410 и Хард 410
Жесткий 410
Жесткий 410
410
410
8
410 и твердый
Стеллит
410
410
410
8А
410 и твердый
Ni-Cr
410
410
410
9
Монель
Монель
Монель
Монель
Монель
10
316
316
316
316
316
11
Монель
Стеллит
Монель
Монель
Монель
12
316 и твердый
Стеллит
316
316
316
13
Сплав 20
Сплав 20
Сплав 20
Сплав 20
Сплав 20
14
Сплав 20 и наплавленный
Стеллит
Сплав 20
Сплав 20
Сплав 20
15
304 и твердый
Стеллит
Стеллит
304
304
16
316 и твердый
Стеллит
Стеллит
316
316
17
347 и твердый
Стеллит
Стеллит
347
347
18
Сплав 20 и наплавленный
Стеллит
Стеллит
Сплав 20
Сплав 20
ВЫБОР МАТЕРИАЛА
ПОДРЕЗАТЬ
РЕКОМЕНДУЕМЫЙ СЕРВИС
13% Cr, нержавеющая сталь типа 410
Для масла и масляных паров, а также для общего обслуживания с термообработанными седлами и клиньями.
13% Cr, тип 410 с наплавкой
Универсальный трим для общего применения, требующего длительного срока службы до 1100°F (593°C).*
Тип 316 Нержавеющая сталь
Для жидкостей и газов, вызывающих коррозию нержавеющей стали 410, до 1000°F (537°C).*
Монель
Для коррозийной среды до 842°F (450°C), например, кислот, щелочей, растворов солей и т. д.
Сплав 20
Для коррозийных условий, таких как горячие кислоты от -49°F до 608°F (от -45°C до 320°C).
КДЕС
Специально обработанная отделка 316 или 410 в сочетании с болтами B7M и Гайки 2HM, соответствующие требованиям NACE MR-01-75.
Полный стеллит
Полностью твердосплавный трим, подходит для абразивных и суровых условий эксплуатации при температуре до 1200°F (650°C).
Что такое шаровой кран? Этот вопрос новые клиенты часто задают нам в отделе продаж, поэтому давайте разберемся в этом, чтобы ответить на вопрос и объяснить. что такое шаровой кран.
Шаровой кран описывается как механическое устройство, которое направляет, направляет и модулирует поток различных типов жидкостей посредством отверстия шара, имеющего отверстие посередине. Отверстие называется портом. Поворачивая ручку шарового клапана, вы вручную открываете/закрываете порт, который контролирует давление потока жидкости. Долговечность и «идеальное» закрытие/закрытие – вот что делает шаровой кран преимуществом перед другими типами клапанов.
Клапаны встречаются в нашей повседневной жизни и могут остаться незамеченными. Например, у наших раковин в кранах есть сантехнические клапаны. Есть клапаны внутри наших стиральных и посудомоечных машин, газовых каминов, наружных водопроводных кранов, холодильников и многого другого. Различные отрасли промышленности используют клапаны для своего производства. К таким отраслям относятся электроника, энергетика, автомобилестроение, полиграфия, производство пластмасс, текстильная, металлургическая, медицинская, химическая и пищевая промышленности, и это лишь некоторые из них. Отрасли промышленности, в которых используются шаровые краны, обычно нуждаются в выдерживании высокого давления и температуры, превышающей 480 градусов.Шаровые краны просты в эксплуатации, а ремонт можно легко выполнить, не снимая их с трубопровода.
Шаровые краны изготавливаются из стали, латуни, железа, бронзы или ПВХ и могут иметь размеры от 0,2 до 11,81 дюйма. Более сложные системы управления, использующие клапаны, которым необходимо регулировать поток через трубу, потребуют привода. Привод управляет клапаном пневматически или с помощью двигателя и удерживает его в соответствующем положении, чтобы поток жидкости точно соответствовал изменяющемуся давлению и уровням потока.
К основным типам шаровых кранов относятся: Полный порт, Уменьшенный порт, V-порт, Многопортовый, Стандартный порт и Шаровой кран для заполнения полости. Бывают трехходовые и четырехходовые шаровые краны. В зависимости от применения будет определяться тип используемого шарового крана. Спецификациями, которые следует учитывать при выборе подходящего шарового крана, являются температура и давление, количество портов, размер клапана, тип материала корпуса, концевые соединители и конфигурации.
Часто задаваемые вопросы
Что такое шаровой кран?
Шаровой кран — это запорный клапан, который регулирует поток жидкости или газа с помощью вращающегося шара, имеющего отверстие. Они могут управляться ручкой или автоматически с помощью электрического или пневматического привода.
Есть ли инструкция по установке шарового крана?
Прикрутите вход и выход шарового крана к резьбовому узлу. Перед установкой убедитесь, что ручка установлена правильно (параллель открыта).
Могут ли шаровые краны выйти из строя?
Да, шаровой кран может выйти из строя. Распространенными типами неисправностей являются повреждение уплотнения (клапан 100% не уплотняется) или попадание мусора в клапан (клапан не двигается).
А ножевая задвижка представляет собой компонент, в котором используется лезвие, позволяющее прорезать засоры тяжелыми жидкостями. Эти клапаны были разработаны для работы в самых агрессивных, эрозионных и абразивных средах в мире.
Ножевые задвижки изначально были разработаны для целлюлозно-бумажной промышленности. Тяжелая пульпа застревает между клином и седлом обычного задвижки и препятствует перекрытию потока. Ножевые задвижки были специально разработаны с острой кромкой, позволяющей прорезать пульпу и уплотнять.
Как работает ножевая задвижка Благодаря этим высокоэффективным конструктивным характеристикам ножевые задвижки стали бесценными, когда речь идет о применениях, связанных с вязкими жидкостями, шламами и другими системами, где столкновение является проблемой.
Ножевые задвижки сегодня используются на многих перерабатывающих предприятиях и имеют большие размеры, что облегчает переработку густых потоков легкой смазки, тяжелых масел, лаков, суспензий, сточных вод и бумажной массы. Важно отметить, что эти клапаны имеют ограничения по низкому давлению и предназначены для установки лезвия в эластомерное уплотнение, когда лезвие прорезает вещества, с которыми оно работает. Густые жидкости легко и беспрепятственно скользят по этим мягким уплотнениям, однако, когда твердая масса или порошок проходит через ножевую заслонку, объемный сухой материал попадает в мягкие уплотнения, расположенные в конце заслонки. Когда это произойдет, уплотнения в конечном итоге не будут закрываться достаточно плотно. В этом случае уплотнители придется заменить.
Когда не следует использовать ножевые задвижки Эти клапаны не следует использовать для регулирования потока, поскольку всякий раз, когда жидкость сталкивается с частично закрытым затвором, возникает вибрация, постепенно разрушающая диск и седло. Следовательно, ножевые задвижки следует использовать только полностью закрытыми или открытыми. Кроме того, эти клапаны сконструированы таким образом, чтобы медленно открываться и закрываться для защиты от гидроударов.
Значение ножевого затвора по сравнению с задвижкой Самая большая разница между шиберными задвижками и задвижками заключается в том, что задвижки изготавливаются в соответствии со стандартами ANSI, а шиберные задвижки соответствуют стандартам TAPPI. Задвижка также фланцевая, имеет более широкие размеры, рассчитана на давление ANSI и должна соответствовать стандартам герметичности API. Затворы являются двунаправленными, широко используются в жидкостных средах и поставляются только с металлическими седлами. Еще одно различие между ножевой задвижкой и задвижкой ANSI заключается в области сальника. Задвижка имеет комплект уплотнений с V-образным кольцом, который герметизирует вал, прикрепленный к задвижке. Ножевые задвижки имеют сальниковую зону, которая уплотняет затвор.
Ножевая задвижка имеет более тонкий профиль по сравнению с задвижкой ANSI. Ножевые задвижки преимущественно однонаправленные (некоторые варианты двунаправленные) и имеют корпус с проушинами или пластинчатый корпус без фланцев. Седла ножевых задвижек доступны в любом исполнении: от упругого до металлического.
Наиболее значительными преимуществами ножевых задвижек являются вес (16 дюймов обычно меньше, чем у 300#) и стоимость. Задвижки ANSI обычно имеют цену более 1200# и дороже.
Поворотный затвор представляет собой регулирующее и запорное устройство, которое в некоторых случаях может быть альтернативой шаровой вентиль и шаровые краны.
Этот тип клапана можно классифицировать по нескольким параметрам:
исполнение: центрическое, двойной эксцентрик, тройной эксцентрик Тип торцевого соединения: межфланцевое, наконечник (полу- или цельное), фланцевое и двухфланцевое. материал седла: мягкий (например: тефлон, буна, резина и т. д.) или металл по металлу (SS304, SS316) материалы корпуса и дисков (от чугуна до сплавов с высоким содержанием никеля) Приведение в действие: ручное (рычажное, зубчатое, червячное) и исполнительное (электрическое, пневматическое, гидравлическое и газомасляное).
Дроссельный клапан используется для перекрытия или регулирования потока жидкости (изоляция и регулирование). API 609 Центрик дисковые затворы (мягкое седло) предпочтительнее задвижек и шаровых кранов для низкого давления и некритических применений, поскольку они дешевле, легче и проще в установке. Эксцентриковые дроссельные затворы (клапаны с двойным и тройным эксцентриситетом) с металлическими седлами приобрели популярность и конкурируют с проходными и шаровыми кранами в некоторых областях применения.
Дуплексная нержавеющая сталь (UNS S31803, S32205, S32750, S32900) сочетает в себе преимущества ферритной и аустенитной стали. Его дуплексная структура способствует получению высокой прочности и устойчивости к нагрузкам. Кроме того, более высокое содержание хрома, азота и молибдена повышает коррозионную стойкость, а дуплексная сталь также имеет хорошие сварочные характеристики. Благодаря своим превосходным свойствам дуплексная нержавеющая сталь широко используется в химической промышленности, производстве бумаги, опреснительном оборудовании, противопожарных перегородках, мостах, сосудах под давлением, теплообменниках, лопатках турбин и трансмиссионных валах морских систем.
Иногда UNS S31803 и UNS S32205 называют дуплексной сталью 2205. Обычно UNS2205 содержит дуплексные нержавеющие стали ASTM S31803 и S32205. Другими словами, S31803 и S32205 называются нержавеющей сталью 2205, а S32205 представляет собой модернизированную серию S31803 за счет добавления нижнего предельного содержания элементов Cr, Mo и N, что практически не влияет на механические свойства. Их крошечные различия в химических элементах и физических свойствах показаны ниже:
UNS2205
С макс.
п
С
Си Макс
Мн макс.
Н
Мо
Ни
Кр
S31803
0.03
0.03
0.02
1.00
2.00
0.08-0.2
2.5-3.5
4.5-6.5
21.0-23.0
S32205
0,03макс.
0.03
0.02
1,00макс.
2,00 макс.
0.14-0.2
3.0-3.5
4.5-6.5
22.0-23.0
UNS2205
Предел прочности мин, МПа
Предел текучести 0,21ТП3Т, смещение, не менее, МПа
Удлинение, A5%
S31803
620
450
25
S32205
655
450
25
В соответствии со стандартом ASTM A182, Спецификациями для фланцев труб из кованой или нержавеющей стали, кованых фитингов, а также клапанов и деталей для работы при высоких температурах, UNS S31803 и UNS S32205 нельзя путать, и они указаны под разными номерами, S31803 маркируется F51 и S32205 — это F60.
Когда речь идет о стали 2205, обычно речь идет о S31803 или F51, тогда как UNS S32205 или F60 соответствуют ASTM 2205 и имеют более высокий диапазон коррозионной стойкости, то есть UNS S32205 требует более высокого содержания хрома и азота, что гарантирует лучшую коррозионную стойкость. Как правило, стальную пластину S32205 и S31803 также называют стальной пластиной двойного стандарта или сокращенно стальной пластиной 2205. Наш завод производит трубы 2205 и пластины 2205, чтобы их химический состав соответствовал двум спецификациям UNS 31803 и S30025. Наша стальная пластина на складе может одновременно соответствовать двум стандартам.
2205 (UNS S32305) представляет собой дуплексную нержавеющую сталь, легированную азотом, химический состав которой содержит хром 22-23%, молибден 3-3,5% и никель 4,5-6,5%. Высокое содержание хрома и молибдена обеспечивает хорошую коррозионную стойкость, а общее сочетание делает этот сплав более прочным и жестким, чем большинство стандартных аустенитных сталей. Дуплексные нержавеющие стали 2205 сохраняют хорошую свариваемость в самых толстых секциях и гораздо более устойчивы к хлоридному коррозионному растрескиванию и точечной коррозии, чем стандартные аустенитные стали, такие как 316L или 317L.
Обладая почти в два раза более высоким пределом текучести, чем у других сопоставимых аустенитных марок, изделия из дуплексной стали 2205 могут выдерживать более высокие давления и более агрессивные среды с меньшим количеством материала, что позволяет сэкономить на весе и затратах на изготовление. Это делает их идеальными для химической обработки и хранения в сосудах и резервуарах под давлением, а также в средах с высоким содержанием хлоридов для морских применений.
United Performance Metals имеет на складе листы из дуплексной нержавеющей стали 2205 толщиной от 0,125 до 1,000 дюймов, а также доступны услуги обработки FirstCut+.
Термическая обработка и термостойкость
Подобно другим дуплексным нержавеющим сталям, этот сорт материала может страдать от водородного охрупчивания при температуре выше 300°С. Чтобы решить эту проблему, пластину из дуплексной стали 2205 следует подвергнуть отжигу при температуре от 1900°F (1038°C) минимум до 2012°F (1100°C) с последующей закалкой в воде для быстрого охлаждения. Несмотря на то, что эту марку нержавеющей стали можно закалить, термическая обработка не упрочнит эту марку нержавеющей стали.
Обработка и свариваемость
Высокая прочность дуплекса 2205 затрудняет его обработку. Рекомендуется использовать прочные, жесткие станки с низкой вибрацией, а твердосплавные инструменты потребуют более низких скоростей подачи. Пластина из 2205 легко сваривается, но следует позаботиться об использовании соответствующих присадочных материалов (например, 2209, который чрезмерно легирован дополнительным никелем), чтобы предотвратить образование избыточного феррита.